
-Anteile im Bereich von 100-0 %. Hergestellt durch Lösen des Konjugatpulvers mit Chitosan in 1 % HAc. Gegossene Folien wurden konvektiv getrocknet.")

 und NAC/Cys-funktionalisierter Folien (unten) mittels Texture Analyzer CT3 am Schweinedarm bei RT. Darminnen-seite mit PBS gewaschen und vor jeder Messung mit 5 % (w/v) Mucinlösung benetzt. Messparameter: Anpressdruck 0,05 N, Wartezeit 10 s, Rückzuggeschwindigkeit 1 mm/s, [n=3].")
 Einfluss der Spinnlösungskonzentration auf die resultierenden Faserdurchmesser während des Elektrospinnens einer Seidenfibroin-Polycaprolacton-Lösung im Verhältnis 1:2; • = Mit-telwerte; + = Maxima; – = Minima; (B) Porendurchmesserverteilung der Fallgruppe SF:PCL_1:2_3% aus Simulation; (C) Zellbesiedlung der elektrogesponnenen Membran mit gingivalen Epithelzellen nach 72 h zur Untersuchung des Migrationsverhaltens; Zellkerne eingefärbt (gelb).")
 Einfluss der Spinnlösungskonzentration auf die resultierenden Faserdurchmesser während des Elektrospinnens einer Seidenfibroin-Polycaprolacton-Lösung im Verhältnis 1:2; • = Mit-telwerte; + = Maxima; – = Minima; (B) Porendurchmesserverteilung der Fallgruppe SF:PCL_1:2_3% aus Simulation; (C) Zellbesiedlung der elektrogesponnenen Membran mit gingivalen Epithelzellen nach 72 h zur Untersuchung des Migrationsverhaltens; Zellkerne eingefärbt (gelb).")
 Einfluss der Spinnlösungskonzentration auf die resultierenden Faserdurchmesser während des Elektrospinnens einer Seidenfibroin-Polycaprolacton-Lösung im Verhältnis 1:2; • = Mit-telwerte; + = Maxima; – = Minima; (B) Porendurchmesserverteilung der Fallgruppe SF:PCL_1:2_3% aus Simulation; (C) Zellbesiedlung der elektrogesponnenen Membran mit gingivalen Epithelzellen nach 72 h zur Untersuchung des Migrationsverhaltens; Zellkerne eingefärbt (gelb).")
 während des Degradationsversuchs über acht Wochen und Vergleich mit kommerziell verfügbaren, nicht-degradierten GBR-Membranen (BioGuide, CollProtect, Mucoderm).")
OsteoMe: Mehrschichtige Membranen mit raumhaltenden und mucoadhäsiven Eigenschaften für die Knochenaugmentation
Vliesstoffe Composites Medizin
Zusammenfassung
Das im Rahmen der Industriellen Gemeinschaftsforschung (IGF) geförderte Projekt OsteoMe beschäftigt sich mit der Entwicklung einer mehrschichtigen Membran, die mucoadhäsive, zellexkludierende sowie raumhaltende Eigenschaften durch einen materialseitig und strukturell gradierten Schichtaufbau kombiniert. Mit diesem Eigenschaftsprofil in Kombination mit der Verwendung bioresorbierbarer Materialien sollten alle Anforderungen an Guided-Bone-Regeneration (GBR)-Membranen in der Dentalmedizin erfüllt und bestehende Lösungen gezielt verbessert bzw. übertroffen werden. Für die Herstellung wurden das Elektrospinnen mit dem 3D-Druck sowie Oberflächenfunktionalisierungen kombiniert. Im Ergebnis wurden drei Membranschichten entwickelt, die individuell bestimmte Aspekte des Eigenschaftsprofils abbilden und flexibel miteinander kombiniert werden können.
Bericht
Einleitung: Die Gründe für einen Zahnverlust sind sehr vielfältig, z. B. Traumata, Tumorentfernungen, Karies, oder sehr häufig Parodontitis (bakterielle Zahnfleisch-/Kieferknochenentzündung). In Deutschland leiden etwa 50 – 60 % der Bevölkerung an einem mittelschweren bis schweren Verlauf von Parodontitis, wobei die Inzidenz mit zunehmendem Alter steigt und daher auch in Zukunft mit einem wachsenden Bedarf an künstlichen Zähnen zu rechnen ist [1]. Neben der bei Zahnverlust entstehenden Wurzelkavität können die genannten Ursachen auch zu Verletzungen größerer Bereiche des Kieferknochens führen oder deren Entfernung erforderlich machen. Zudem kommt es zu einer Knochenrückbildung auf Grund der fehlenden mechanischen Belastung des Kiefers, wodurch das Setzen eines Implantates ohne vorherige Rekonstruktion des Knochengewebes unmöglich wird. Da ein Implantat fest im Kieferknochen verankert sein muss, ist deshalb in den genannten Fällen eine vorangehende Knochenaugmentation zwingend notwendig, um die Patienten optimal versorgen zu können. In Deutschland benötigen über 50 % der gesetzten Zahnimplantate eine solche Augmentation [2–4]. Bei diesem Therapieansatz wird ein Knochenersatzmaterial in die Kavität gefüllt und mit einer GBR-Membran abgeschirmt. Die Membran ist essentiell für den Therapieerfolg, da sie primär das Einwachsen von schnell proliferierenden Weichgewebezellen in die Kavität verhindert. Aktuell werden nicht-resorbierbare (z. B.: PTFE, Titan) und resorbierbare (z. B.: Kollagen) GBR-Membranen eingesetzt, die das geforderte Eigenschaftsprofil jedoch nur teilweise abbilden können. Resorbierbare Membranen werden tendenziell bevorzugt, da sie nicht in einer zweiten Operation entfernt werden müssen, die den Therapieerfolg gefährden kann und ein geringeres Infektionsrisiko besitzen. Jedoch erlauben ihre mechanischen Eigenschaften auf Grund der fehlenden Primärstabilität bisher keine raumhaltende Funktion im feuchten Milieu. Daher werden weiterhin auch nicht-resorbierbare GBR-Membranen verwendet [5, 6]. Eine GBR-Membran, die Resorbierbarkeit mit raumhaltenden Eigenschaften anforderungsgerecht kombiniert, existiert noch nicht, was auch durch hohe Revisionsraten von etwa 20 % unterstrichen wird [7, 8].
Im IGF-Projekt OsteoMe wurde die Entwicklung neuartiger, mehrschichtiger GBR-Membranen für die Knochenaugmentation mit einem komplexen, anwendungsorientierten Eigenschaftsprofil angestrebt. Hierzu bündelten die Projektpartner ITM und FILK ihre komplementären Kompetenzen in der Entwicklung elektrogesponnener und mittels additiver Fertigung (Fiber Additive Manufacturing, FAM) gefertigter Biopolymerstrukturen, der Funktionalisierung von Chitosanen sowie der zellbiologischen Charakterisierung. Das im Vorfeld durch Gespräche mit Klinikern und Industrievertretern erarbeitete Eigenschaftsprofil sollte durch einen dreischichtigen Membranaufbau realisiert werden, bestehend aus einer mucoadhäsiven Schicht zur Positionsstabilisierung, einer zellexkludierenden Barriereschicht sowie einer strukturgebenden, mineralisierten Schicht mit definierten Porositäts- und Mineralgradienten zur biomimetischen Abbildung des Knochenübergangs und zur Erzeugung raumhaltender Eigenschaften. Basierend auf den Materialien Polycaprolacton (PCL), Seidenfibroin (SF) und Chitosan (Ch) wurden simulationsgestützte Fertigungsstrategien untersucht, die eine gezielte Einstellung mechanischer, funktioneller und biologischer Eigenschaften ermöglichen.
Ergebnisse:
Mucoadhäsive Schicht: Mucoadhäsive Materialien ermöglichen eine verlängerte Verweildauer an Schleimhäuten und sind daher für zahlreiche medizinische Anwendungen von Interesse. Chitosan gilt aufgrund seiner positiven Ladung und der daraus resultierenden Wechselwirkungen mit negativ geladenen Mucinen als vielversprechendes mucoadhäsives Biopolymer. Zur weiteren Verbesserung der Haftung wurde die kovalente Anbindung thiolhaltiger Verbindungen untersucht, da diese zusätzlich die Ausbildung von Disulfidbrücken mit Mucin ermöglichen.
Die Funktionalisierung erfolgte mittels Carbodiimid (EDC/NHS)-vermittelter Kopplung von N-Acetylcystein (NAC) bzw. Cystein an Chitosan mit einem Deacetylierungsgrad von über 90 %. Sowohl die direkte Modifikation von Chitosanfolien als auch die Derivatisierung von gelöstem Chitosan wurden untersucht. Während die Funktionalisierung von Folien durch die eingeschränkte Zugänglichkeit der Aminogruppen innerhalb der festen Polymermatrix erschwert wurde und eine inhomogene Verteilung der Thiolgruppen zeigte, ermöglichte die Modifikation von gelöstem Chitosan die Herstellung reproduzierbarer Konjugate mit hohen Thiolgehalten. Das optimierte Chitosan-Konjugat erreichte einen Gesamtthiolgehalt von etwa 878 µmol/g, wobei rund 311 µmol/g als freie Thiolgruppen vorlagen. Aufgrund der hohen Reaktivität der Thiolgruppen wurde bei Lagerung an Luft innerhalb von zwei Wochen ein Verlust von etwa 20 % beobachtet, sodass eine Lagerung unter Sauerstoffausschluss empfohlen wird. Für die Herstellung mechanisch stabiler Membranen war die Zugabe von mindestens 70 Gew.-% unverändertem Chitosan erforderlich (s. Abbildung 1).
Die mucoadhäsiven Eigenschaften wurden mithilfe eines speziell entwickelten Prüfaufbaus an einem Texture Analyzer unter Verwendung von Schweinedarmschleimhaut als Modellsubstrat untersucht. Die Haftkräfte wurden relativ zu nicht modifiziertem Chitosan bestimmt. Dabei zeigten insbesondere sauer eingestellte Chitosanfolien hohe Haftkräfte, die sich durch Variation von Anpressdruck und Kontaktzeit gezielt beeinflussen ließen. Neutralisierte Folien erreichten hingegen die angestrebten Haftkräfte nicht. Auch die Einführung von Thiolgruppen führte unter neutralen Bedingungen zu keiner signifikanten Verbesserung der Mucoadhäsion (s. Abbildung 2 und 3).
Obwohl die Ausbildung von Disulfidbrücken zwischen Thiolgruppen und Mucin als etablierter Mechanismus zur Steigerung der Mucoadhäsion gilt, konnte dieser Effekt in den vorliegenden Untersuchungen nicht nachgewiesen werden. Als mögliche Ursachen werden eine zu geringe Dichte reaktiver Thiolgruppen an der Oberfläche sowie deren eingeschränkte Reaktivität unter physiologischen Bedingungen diskutiert.
Zusammenfassend konnte gezeigt werden, dass thiolmodifizierte Chitosanmaterialien erfolgreich hergestellt werden können. Die höchsten Haftkräfte wurden jedoch nicht durch die chemische Funktionalisierung, sondern durch sauer eingestellte Chitosanfolien erzielt. Für eine zukünftige Anwendung stellen daher insbesondere Strategien zur Stabilisierung und kontrollierten Neutralisation dieser hochadhäsiven Materialien einen vielversprechenden Entwicklungsansatz dar.
Barriereschicht: Zur Realisierung submikroskaliger Poren wurden zunächst die Wechselwirkungen zwischen Prozess- und Spinnlösungsparametern sowie Faserdurchmessern detailliert untersucht. Es wurden die Spinnlösungskonzentration (2 – 15 %), das Seidenfibroin (SF)- Polycaprolacton (PCL)-Verhältnis (0 – 100 % SF), der Einfluss von Salzadditiven (bis zu 5 wt-% Kaliumchlorid - KCl), die Flussrate (0,5 – 2 ml/h) und Feldstärke (0 – 1,5 kV/cm) systematisch variiert. Dabei wurde festgestellt, dass insbesondere durch Senkung der Flussrate, der Spinnlösungskonzentration (Abbildung 4 A) sowie die Zugabe von bis zu 66 % SF die Faserdurchmesser gezielt verringert werden können. Höhere SF-Anteile sowie Salzadditive führen zu Inhomogenitäten der entstehenden Faserdurchmesser und ‑formen sowie teilweise zur Versprödung der Membranen. Eine Variation der Feldstärke (0 – 40 kV) führte ebenso zur Beeinflussung der Faserdurchmesser, allerdings nur in sehr kleinen Größenordnungen (ca. ± 22 nm), weshalb hier die Auswahl der Vorzugslösung auf Basis von Handhabungsunterschieden bei der Membranherstellung getroffen wurde. Konzentrationen unter 3 % waren nicht spinnbar oder führten zu unregelmäßigen Strangabbrüchen. Auf Basis der Erkenntnisse wurde die Fallgruppe SF:PCL_1:2_3% als Vorzugslösung ausgewählt. Diese Fallgruppe wies nahezu normalverteilte Porengrößen mit einem Mittelwert von 613 nm auf (Abbildung 4 B). Etwa 6 % der Poren wiesen einen Durchmesser unterhalb des angestrebten Zielwerts von 200 nm auf. Zur Untersuchung des Migrationsverhaltens wurden die Membranen in Zellkultur-Einsätze (CellCrownTM Einsatz) eingespannt und für 72 h mit gingivalen Epithelzellen besiedelt. Nach der Kultivierung wurden Kryoschnitte angefertigt und das Zytoskelett sowie die Kerne der Zellen angefärbt. Die Barrierefunktion konnte über einen Zeitraum von 72 h nachgewiesen werden (Abbildung 4 C).
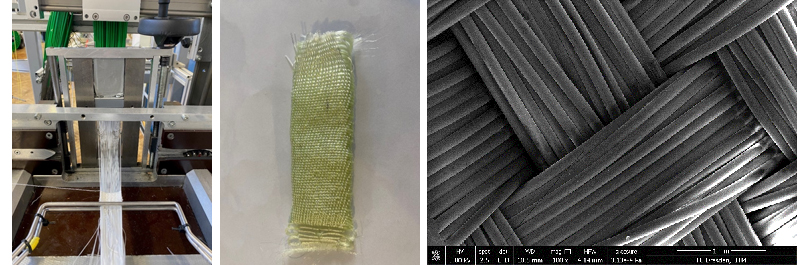
Mineralschicht: Zum definierten Aufbau makroporöser Verstärkungsstrukturen wurde eine Tricalciumphosophat (TCP)-haltige Druckpaste auf Basis von PCL für das FAM entwickelt. Dabei konnten Mineralgehalte von bis zu 50 % erreicht werden, ohne die Druckbarkeit zu verhindern. Mit dem FAM wurden Konstrukte mit dreieckigen Porengeometrien hergestellt, da diese sich vorteilhaft hinsichtlich der operativen Handhabung, insbesondere hinsichtlich der Flexibilität, auszeichneten. Die 3D-gedruckten Probekörper wurden über 8 Wochen hinweg enzymatisch-katalysiert degradiert und in Abhängigkeit des Degradationsgrades im feuchten Milieu mechanisch charakterisiert sowie mit kommerziell verfügbaren, nicht-degradierten GBR-Membranen (BioGuide, CollProtect, Mucoderm) verglichen. Dafür wurden je Woche vier Probekörper über 8 Wochen in einer Degradationslösung (physiologisch phosphatgepufferte Salzlösung (PBS) und ein Enzymcocktail aus Protease XIV und Lipase) inkubiert. Jede Woche wurden zwei Medienwechsel durchgeführt, um eine Sättigung der Degradationslösung mit Degradationsprodukten zu vermeiden. Die Enzymkonzentration wurde mit 2,5 U/L je Enzym so gewählt, dass sowohl die Lipase als auch Protease allein gesehen die Gesamtheit der Enzymkonzentration im menschlichen Speichel widerspiegeln [9]. Dieses erhöhte Enzymangebot ermöglicht eine zügige Degradation und gleichzeitig eine gesicherte Aussage zur Mindesthaltbarkeit der entwickelten GBR-Membran im menschlichen Mundraum. Initial wurde eine leichte Erhöhung der Masse und Zugfestigkeit im feuchten Zustand beobachtet, was vermutlich auf die Abscheidung von Salzen auf der Oberfläche zurückzuführen ist (Abbildung 5). Ab Woche 3 ist ein kontinuierlicher Rückgang der Masse und Mechanik zu beobachten, der jedoch vergleichsweise gering ausfällt. Auch nach 7 Wochen ist die Zugfestigkeit weiterhin im Bereich von 8 MPa und damit vergleichbar mit der initialen Festigkeit vor der Degradation. Somit wurde die raumhaltende Fähigkeit der entwickelten GBR-Membran für ca. 2 Monate nachgewiesen, was für eine Remodellierung der natürlichen Knochensubstanz ausreichend ist. Der Zielwert von > 5 MPa im feuchten Milieu wurde über den gesamten Degradationszeitraum aufrechterhalten. Weiterhin wurde ein Vergleich mit nicht-degradierten kommerziell verfügbaren GBR-Membranen durchgeführt, die eine Vergleichbarkeit der entwickelten Membran aufzeigt. Zusätzlich konnte über den Zeitraum der Degradation eine kontinuierliche Calciumfreisetzung nachgewiesen werden, die sich positiv auf die Knochenregeneration auswirken kann.
Zur Überprüfung der osteokonduktiven Wirkung der Mineralschicht, wurde die Differenzierung von Knochenvorläuferzellen (mesenchymale Stammzellen MSC) in Richtung osteogene Zellen untersucht. Anhand der Färbung von Calcium-Ablagerungen im mineralisierten Gewebe (Alizarinrot-S-Färbung) und der quantitativen Analyse der osteogenen Marker-Expression (qPCR von Kollagen I (Col1,) Alkalische Phosphatase (ALP), Osteocalcin (BGLAP) und Osteopontin (SPP1)) konnte ein positiver Einfluss der im Projekt entwickelten Membran auf die Regeneration des Knochengewebes nachgewiesen werden. Die osteogene Induktion erfolgte mithilfe der Zugabe von Dexamethason, ß-Glycerophosphat und Ascorbinsäure für 28 Tage. Die Differenzierungskontrolle erfolgte mittels MSC ohne Materialeinfluss.
Zusammenfassung: Im Ergebnis des Projekts OsteoMe konnten drei Membranschichten entwickelt werden, die jeweils essentielle Aspekte des Anforderungsprofils an GBR-Membranen für die Dentalmedizin erfüllen. Die mucoadhäsive Schicht entwickelt in Abhängigkeit vom sauren Charakter des Chitosans sowie von Anpresszeit und -druck Haftkräfte im Bereich von 1 bis 4 N, die mit etablierten Fibrinklebern vergleichbar sind. Dadurch wird eine positionsstabile Applikation der Membran an der Defektstelle ermöglicht, ohne dass zusätzliches Nahtmaterial oder Pins erforderlich sind. Die Barriereschicht ist offenporig gestaltet, sodass ein Nähr- und Botenstoffaustausch möglich ist, was die Regeneration positiv beeinflussen kann. Gleichzeitig wurde gezeigt, dass die Porengröße ausreichend klein ist, um als Barriere für schnell proliferierende Mundschleimhautzellen zu wirken und so den langsam wachsenden Knochengewebszellen ausreichend Zeit für die Regeneration bereitzustellen. Die 3D-gedruckte Mineralschicht weist ausreichend hohe mechanische Eigenschaften in simuliertem Speichel auf um eine raumhaltende Funktion zu gewährleisten. Dabei sind die erzielten Zugfestigkeiten vergleichbar zu kommerziell verfügbaren GBR-Membranen und weisen nahezu keine Abnahme während einer enzymatisch-katalysierten Degradation über acht Wochen auf. Zudem konnte gezeigt werden, dass die Mineralschicht osteoinduktive Eigenschaften aufweist und so die Knochenregeneration aktiv unterstützen kann. Abschließend wurden Methoden entwickelt, die eine delaminationsfreie Verbindung der Einzelschichten gewährleisten. Dabei können die Schichten flexibel miteinander kombiniert und so das erzielbare Anwendungsspektrum erweitert werden.
Danksagung: Das IGF-Vorhaben 01IF22810N der Forschungsvereinigung Forschungskuratorium Textil e.V. wurde über den DLR Projektträger im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Quellenverzeichnis:
[1] CHOLMAKOW-BODECHTEL, Constanze: Fünfte Deutsche Mundgesundheitsstudie (DMS V). JORDAN, Andreas Rainer (Hrsg.); MICHEELIS, Wolfgang (Hrsg.). Köln : Deutscher Zahnärzte Verlag DÄV, 2016
[2] CHA, Hyun-Suk ; KIM, Ji-Wan ; HWANG, Jong-Hyun ; AHN, Kang-Min: Frequency of bone graft in implant surgery. In: Maxillofacial plastic and reconstructive surgery 38 (2016), Nr. 1, S. 19
[3] MOY, Peter K. ; AGHALOO, Tara: Risk factors in bone augmentation procedures. In: Periodon-tology 2000 81 (2019), Nr. 1, S. 76–90
[4] KNÖFLER, Wolfram ; BARTH, Thomas ; GRAUL, Reinhard ; KRAMPE, Dietmar: Retrospective analysis of 10,000 implants from insertion up to 20 years-analysis of implantations using aug-mentative procedures. In: International journal of implant dentistry 2 (2016), Nr. 1, S. 25
[5] CABALLÉ-SERRANO, Jordi ; MUNAR-FRAU, Antonio ; ORTIZ-PUIGPELAT, Octavi ; SOTO-PENALOZA, David ; PEÑARROCHA, Miguel ; HERNÁNDEZ-ALFARO, Federico: On the search of the ideal barrier membrane for guided bone regeneration. In: Journal of clinical and experi-mental dentistry 10 (2018), Nr. 5, e477-e483
[6] JIMÉNEZ GARCIA, J. ; BERGHEZAN, S. ; CARAMÊS, J. M. M. ; DARD, M. M. ; MARQUES, D. N. S.: Effect of cross-linked vs non-cross-linked collagen membranes on bone: A systematic re-view. In: Journal of periodontal research 52 (2017), Nr. 6, S. 955–964
[7] BUTENSCHÖN, Sina: Prävalenz periimplantärer Entzündungen bei teilbezahnten Patienten nach einer minimalen Beobachtungsdauer von 10 Jahren - eine retrospektive Querschnittsstu-die. Göttingen, Georg-August-Universität zu Göttingen. Dissertation. 2019
[8] RAKIC, Mia ; GALINDO-MORENO, Pablo ; MONJE, Alberto ; RADOVANOVIC, Sandro ; WANG, Hom-Lay ; COCHRAN, David ; SCULEAN, Anton ; CANULLO, Luigi: How frequent does peri-implantitis occur? A systematic review and meta-analysis. In: Clinical oral investigations 22 (2018), Nr. 4, S. 1805–1816
[9] CHAUNCEY, Howard Haskell. The chemical composition of human saliva. 1955.
Kontakt: lukas.benecke@tu-dresden.de
Technische Universität Dresden
Fakultät Maschinenwesen
Institut für Textilmaschinen und Textile Hochleistungswerkstofftechnik (ITM)
01062 Dresden
FILK Freiberg Institute gGmbH
Meißner Ring 1-5
09599 Freiberg
Deutschland
https://www.filkfreiberg.de/
")
 C-förmige Basisgeometrie, (b) U-förmige Basis-geometrie, (c) Draufsicht der U-förmigen Basisgeometrie, (d) Draufsicht der U-förmigen Ba-sisgeometrie mit Kerbe")
")



.")
)")
")
")
; Durchführung der Zwirnversuche mit dem Chitinmultifilamentgarn auf einer Labor-Doppeldrahtzwirnmaschine (DIRECTWIST, AĞTEKS Ltd.) (Mitte); herge-stellte Gestrickprobe aus Chitingarn mit einem zusätzlichen Stützfaden (Viskose, schwarz) (rechts oben) und Leinwandgewebe aus reinem Chitingarn (rechts unten)")

 Aufnahmen der Multifilamentgarne CH-1 (A); lichtmik-roskopische Aufnahmen der Filamentquerschnitte CH-1 (70µm/148f, links) bzw. CH-3 (90µm/300f, rechts) an Schliffkörpern, Vergrößerung: 50x (B)")
 der Multifilamentgarne aus Chitin gelöst mit EMIMOPr (links); Vergleich der Zugfestigkeiten der Chitinmultifilamentgarne mit Chitosanfasern aus Essigsäure-basiertem Nassspinnpro-zess [11] und mittels IL (EMIMOAc) hergestellten Chitosanfilamentgarnen [12] (rechts)")

; Calcium-funktionalisiert nach Methode 1, Verweilzeit im CaCl2-haltigen Medium von 1 min (B); Calcium-funktionalisiert durch nachträgliche Verweilzeit im CaCl2-haltigen Medium von 24 h (C)")

 realisiert als vollständig gestrickter Handschuh mit 13 kapazitiven Drucksensoren")

 mit integriertem kapazitiven Dehnungs-Näherungssensor (DNS)")


 Skizze der Proben; B) Übertragungsverhalten; C) Drift und D) Hysterese mit Standardabweichung")

 und abgeleitetes Konzept eines mehrgliedrigen Gelenkarms als aktiv verformbares 3D-FKV-Bauteil (b)")
 und der entwickelten Deformationsbereiche")
 und integral gefertigtes Textilhalbzeug (b)")
, nach Aktivierung des ersten (b) bzw. beider FGL-Drahtabschnitte (c) sowie Ergebnisse der jeweiligen thermographischen Untersuchungen")


")
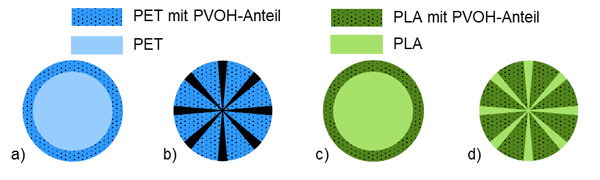
 core-shell aus PET und PET/PVOH, b) orange-pie aus PET und PET/PVOH, c) core-shell aus PLA und PLA/PVOH, b) orange-pie aus PLA und PLA/PVOH")

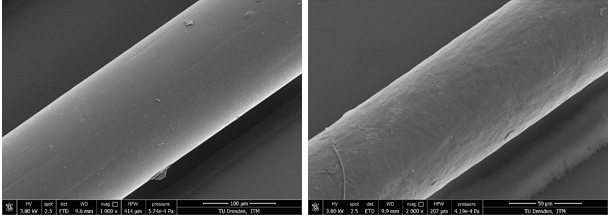
 vor dem Herauslösen des PVOH aus der Mantelkomponente, (rechts) nach dem Herauslösen des PVOH aus der Mantelkomponente")

; Zweilagiges, schlauchförmiges Gewebe aus Biko-Garn im Schussfaden und einem Polyestergarn in Kettfadenrichtung (rechts)")














 und Tabelle 3: Mittlerer Effekt auf Zielgrößen (Faktorieller Versuchsplan)")
")
")



 mittlere Faserlänge bzw. Fasereinkürzungen in den Krempelbändern und (b) Verbundfestigkeit duroplastischer Composites (FVG 50 Vol.-%)")
 mittlere Faserlänge bzw. Fasereinkürzungen in den Krempelbändern und (b) Verbundfestigkeit duroplastischer Composites (FVG 50 Vol.-%)")





 Individualisierungselemente: (1) Durchmesseränderung, (2) Branches und (3) Krümmung für einen patientenindividuellen Stentgraft.")
 und gewirkte Ware (unten).")