


Schussvariable Gelege – Konturgerechte textile Halbzeuge für lokal verstärkte, materialeffiziente FKV-Strukturen
Knittings Composites Textile machinery Technical Textiles
Abstract
Im Rahmen des IGF-Forschungsvorhabens (FKZ 01IF22928BR) wurde am Institut für Textilmaschinen und Textile Hochleistungswerkstofftechnik der TU Dresden ein neuartiges, schussvariables Gelege sowie eine entsprechende Technologie zur Inline-Schussfadenvariation entwickelt. Ziel war es, Biaxial-Gelege aus Hochleistungsfaserstoffen, bspw. Carbon- und Glasfasern, mit variablen Schussfäden herzustellen, um Materialeinsatz und Bauteilkosten zu reduzieren und gleichzeitig die Bauteilperformance zu verbessern. Die entwickelte Technologielösung ist als Nachrüstmodul für Bestandsmaschinen konzipiert und wurde erfolgreich an einem Demonstrator (PKW-Kotflügel) validiert. Das entwickelte Strukturmodell kann mittels einer Drapiersimulation die Struktur- und Drapiereigenschaften von schussvariablen Gelegen abbilden, sodass bereits im Vorfeld mittels eines Berechnungsalgorithmus die optimale Schussfadenabschnittslängen und Flächenmassen für komplexe Bauteilgeometrie bestimmt werden können. Die Projektergebnisse bieten insbesondere kleinen und mittleren Unternehmen (KMU) wirtschaftliche Vorteile und eröffnen neue Marktchancen.
Report
Die Fertigung von Faser-Kunststoff-Verbunden (FKV) steht im Spannungsfeld politischer, wirtschaftlicher und ökologischer Herausforderungen. Klimawandel, Ressourcenknappheit und die wirtschaftlichen Nachwirkungen der Covid-19-Pandemie erhöhen den Druck auf die Industrie, leichtere und ressourceneffizientere Bauteile zu entwickeln. FKV bieten hierfür großes Potenzial, insbesondere im Automobilbau und weiteren Anwendungsfeldern mit Leichtbauerfordernis. Für KMU ist der Zugang zu innovativen, wirtschaftlichen Fertigungstechnologien entscheidend, um wettbewerbsfähig zu bleiben und neue Absatzmärkte zu erschließen. Die Entwicklung effizienter, anforderungsoptimierter textiler Halbzeuge ist daher von zentraler Bedeutung.
Der Einsatz drapier- und lastgerechter und damit maximal materialeffizienter textiler Verstärkungsstrukturen in Faserkunststoffverbunden (FKV) auf Basis der im Rahmen des Projekts zu entwickelnden schussvariablen Multiaxialgelege kann dabei ein entscheidender Schlüssel zum Erfolg sein. Das Erreichen einer ökologischen Nachhaltigkeit durch Einsatz derartiger innovativer Werkstoffe ist ein bedeutsamer, technologischer Treiber und eine wirksame Reaktion auf die Ressourcenverknappung sowie die Notwendigkeit einer drastischen Reduktion von CO2-Emissionen [1–3]. Die einstellbaren, anisotropen strukturmechanischen Eigenschaften von FKV und das geringe spezifisches Gewicht schaffen bestmögliche Voraussetzungen für eine ressourceneffiziente Auslegung und Umsetzung von Strukturleichtbaulösungen [4, 5]. FKV wie Glas- und carbonfaserverstärkte Kunststoffe (GFK, CFK) sind wesentliche Innovationstreiber in den stark wachsenden und zukunftsweisenden Marktsegmenten der erneuerbaren Energien (wie für Windkraftanlagen und Hochdruckbehälter), der Elektromobilität sowie der Luft- und Raumfahrt [6–10].
Derzeit erfolgt die Fertigung von FKV-Bauteilen hauptsächlich aus homogenen, zweidimensionalen textilen Strukturen in Form von Rollenware mit konstanten Flächenmassen und Fadenabständen sowie -breiten [11, 12]. Von besonderer Relevanz sind dabei mehraxiale, geschlossene Gelegestrukturen, hergestellt auf hochproduktiven Multiaxialkettenwirkmaschinen [13]. Insbesondere in Großserienanwendungen (bspw. in der Automobilindustrie), für großflächige Bauteile (bspw. PKW-Frontklappe oder Dach) sowie für hochbelastete FKV-Bauteile in der Luft- und Raumfahrt (bspw. Rumpfsegmente) werden bereits heute erhebliche Mengen an Multiaxialgelegen eingesetzt. Jedoch müssen diese konventionellen, textilen Halbzeuge aufwendig zu einer bauteilgerechten Preform gestackt und drapiert werden. Bereits das Drapieren einfacher Geometrien, wie bei Kästen für E-Fahrzeugbatterien, führt zu Faserverschiebungen, die sich in Form von Gassen, Überlappungen und Falten äußern. Aufgrund der anisotropen Eigenschaften der Hochleistungsfasern (sehr hohe Zug- bei geringer Drucksteifigkeit/ -festigkeit) verursachen jedoch schon geringe Abweichungen der Faserorientierung von der Soll-Ausrichtung eine signifikante Steifigkeitsreduktion im FKV-Bauteil (10° Abweichung von Faserlängs- zur Beanspruchungsrichtung, ca. 30 % geringere Steifigkeit) [14–16]. Bisher werden die drapierbedingten Gassen und die nicht optimale, kraftflussgerechte Anordnung der Rovings in FKV-Bauteilen durch einen globalen, überdimensionierten Materialeinsatz mit entsprechend lokal zu hohen Flächenmassen aufgrund nicht benötigter Gelegeschichten ausgeglichen.
Eine weitere Ursache für die Überdimensionierung ist die überwiegend globale Auslegung konventioneller FKV-Preforms auf Basis homogener Gelegestrukturen nach der lokal höchsten Bauteilbelastung. Hierbei wird im FKV-Bereich ein Sicherheitsfaktor von 2,7 veranschlagt, wohingegen dieser bei Metallanwendungen i. d. R. nur 1,7 beträgt [17]. Die Verwendung konventioneller, homogener Gelegestrukturen führt somit zwangsläufig zu einem systematisch überdimensionierten Materialeinsatz, der teils bis zu 40 % des gesamten Materialbedarfs beträgt und nicht zur Wertschöpfung beiträgt [18, 19]. Insbesondere für KMU ist die Überdimensionierung ein erheblicher wirtschaftlicher Nachteil gegenüber der bisher dominierenden Metallbauweise. Die Industrie wünscht immer komplexere und leistungsfähigere Bauteile mit hoher Funktionsdichte bei gleichzeitiger Verbesserung des Kosten-Nutzen-Verhältnisses durch die Reduktion der Komponenten pro Bauteilgruppe und der Vermeidung von Überdimensionierung. Beispielsweise erfordern E-Fahrzeugbatterien mit hoher Leistungsdichte besonders komplex geformte Batteriekästen (siehe Abbildung 1) [20].
Das Hauptziel des Projekts bestand einerseits in der Erforschung eines Verfahrens zur Inline-Schussfadenvariation, das es ermöglicht, Garnfeinheiten, -anzahl und -typen innerhalb der Schusslegung gezielt zu variieren, und andererseits in der Entwicklung einer Fertigungstechnologie zur Herstellung neuartiger, schussvariabler Gelege sowie daraus herstellbarer, drapierfähiger und lastangepasster FKV-Halbzeuge. Die Technologie sollte als Nachrüstmodul für bestehende Textilmaschinen verfügbar sein, um die industrielle Anwendbarkeit zu gewährleisten. Weitere Ziele waren, die Entwicklung eines Gelege-Strukturmodells für die Drapiersimulation zur lastgerechten Auslegung der Gelege, die Realisierung von Funktionsmustern schussvariabler Gelege und die Validierung der Technologie an einem Demonstratorbauteil (PKW-Kotflügel). Abschließend sollte ein Wirtschaftlichkeitsbetrachtung erarbeitet und der Nutzen für KMU abgeleitet werden.
Erzielte Ergebnisse:
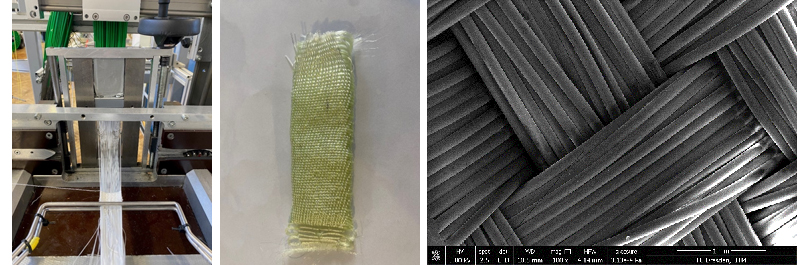
Die am ITM der TU Dresden entwickelte Technologie zur Herstellung neuartiger, schussvariabler Gelege sowie die daraus herstellbaren, drapierfähigen und lastangepassten FKV-Halbzeuge eröffnen neue Perspektiven für den Leichtbau, insbesondere für den Mobilitäts- und Luftfahrtsektor (siehe Abbildung 2). Es konnte gezeigt werden, dass schussvariable Gelege in einem vollautomatisierten Inline-Fügeverfahrens zur kontinuierlichen Fertigung schussvariabler Multiaxialgelege auf Bestandsmaschinen herstellbar sind. Verarbeitet wurden dabei Carbon- und Glasfasern (800–1600 tex) zu textilen Halbzeugen mit lokal variabler Flächenmasse (400–800 g/m²) für lastoptimierte FKV-Bauteile. Der Fügeprozess auf Basis des Spleißverfahrens weist Fügezeiten von 100–400 ms auf. Die Fügestelle im FKV-Probekörper zeigen unter Verwendung des entwickelten Spleißverfahrens keinen messbaren Einfluss auf die Verbund-Zugfestigkeit. Die Auslegung der Gelege erfolgt mittels eines eigens hierfür entwickelten Strukturmodells zur Drapiersimulation, das die Struktur- und Drapiereigenschaften schussvariabler Gelege abbildet. Mit Hilfe eines Berechnungsalgorithmus werden im Vorfeld der Fertigung die optimalen Schussfadenabschnittslängen und Flächenmassen für komplexe Bauteilgeometrien simulationsgestützt bestimmt. Die Funktionsvalidierung wurde durch die Fertigung eines PKW-Kotflügel (Funktionsmuster) nachgewiesen.
Zur quantitativen Einordnung der wirtschaftlichen Potenziale der entwickelten Technologie wurde ein beispielhafter Kostenvergleich zwischen konventionellen Gelegen mit homogener Struktur und schussvariablen Gelegen durchgeführt. Grundlage der Abschätzung ist die im Projekt nachgewiesene Möglichkeit, die Flächenmasse entlang der Schussrichtung gezielt an lokale Belastungszustände anzupassen. Dadurch können hochbelastete Bauteilbereiche gezielt verstärkt werden, während in weniger beanspruchten Bereichen der Materialeinsatz reduziert wird. Es wurde nachgewiesen, dass eine deutliche Reduktion des Materialeinsatzes pro Bauteil erzielbar ist. Obwohl durch die Integration der Fügetechnologie zusätzliche Prozessschritte entstehen, werden diese Mehrkosten durch die Einsparungen beim Verstärkungsmaterial überkompensiert. Insgesamt ergibt sich daraus eine Reduktion der Bauteilkosten sowie ein wirtschaftlicher Vorteil gegenüber konventionellen Gelegestrukturen mit homogener Flächenmasse.
Die entwickelte Technologie ermöglicht erstmals die gezielte, last- und drapiergerechte Fertigung von Gelegen mit variablen Schussfäden im industriellen Maßstab. Dies führt zu signifikanten Material- und Kosteneinsparungen und eröffnet insbesondere KMU neue Marktchancen. Das IGF-Projekt Schussvariable Gelege (FKZ 01IF22928BR) leistet einen innovativen Beitrag zur materialeffizienten und wirtschaftlichen Fertigung von FKV-Bauteilen.
Förderhinweis
Das IGF-Vorhaben 01IF22928BR der Forschungsvereinigung Forschungskuratorium Textil e. V. wurde über das DLR im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Literaturverzeichnis
[1] Bundesministerium für Umwelt, Naturschutz und nukleare Sicherheit (BMU), www.bmu.de: Entwurf eines Gesetzes über ein nationales Emissionshandelssystem für Brennstoffemissionen (BEHG). URL www.bmu.de – Überprüfungsdatum 2026-06-24
[2] Bundesministerium für Wirtschaft und Energie: Fachprogramm Neue Fahrzeug- und Systemtechnologien. URL www.bmwi.de/Redaktion/DE/Artikel/Technologie/fahrzeug-und-systemtechnologien.html – Überprüfungsdatum 2026-06-24
[3] Günnel, T.: Leichtbau: Wie der Staat die Technologien fördert. In: Automobil Industrie (2020-09-11)
[4] Flemming, M. ; Ziegmann, G. ; Roth, S.: Faserverbundbauweisen : Halbzeuge und Bauweisen. Berlin, Heidelberg : Springer Berlin Heidelberg, 1996
[5] Cherif, Chokri: Textile Werkstoffe für den Leichtbau. Berlin, Heidelberg : Springer Berlin Heidelberg, 2011
[6] Hubert, J.: Die Carbonfaser als Innovationstreiber in vielfältigen Anwendungsfeldern und Märkten (CU-Thementag „Carbon-Faser-Vielfalt für die Praxis"). online, 29.09.2020 – Überprüfungsdatum 2026-06-24
[7] Kroll, L. (Hrsg.): Technologiefusion für multifunktionale Leichtbaustrukturen : Ressourceneffizienz durch die Schlüsseltechnologie "Leichtbau". Berlin, Germany : Springer Vieweg, 2019
[8] Reichhardt, M.: Elektromobilität funktioniert nur mit Leichtbau. URL www.automobil-industrie.vogel.de/elektromobilitaet-funktioniert-nur-mit-leichtbau-a-908391/ – Überprüfungsdatum 2026-06-24
[9] Pfeiffer, J.: Leichtbau-Batteriepack verringert Gewicht und erhöht Reichweite von E-Autos. URL www.konstruktionspraxis.vogel.de/leichtbau-batteriepack-verringert-gewicht-und-erhoeht-reichweite-von-e-autos-a-974846/ – Überprüfungsdatum 2026-06-24
[10] Automotive Manufacturing Solutions: Thinking outside the box: lightweight battery enclosures. URL https://www.automotivemanufacturingsolutions.com/ev-battery-production/thinking-outside-the-box-lightweight-battery-enclosures/42124.article – Überprüfungsdatum 2026-06-24
[11] Hohmann, A.: Life-Cycle-Assessment rund um die Carbonfaser (CU-Thementag „Carbon-Faser-Vielfalt für die Praxis"). online, 2020-09-29 – Überprüfungsdatum 2026-06-24
[12] Albrecht, S. ; Drechsler, K. ; Hohmann, A. ; Leistner, P. ; Lindner, J. P. ; Voringer, B. ; Wehner, D.: Resource efficiency and environmental impact of fiber reinforced plastic processing technologies. In: Production Engineering 12 (2018), 3-4, S. 405–417 – Überprüfungsdatum 2026-06-24
[13] Lucintel: Non-Woven Textile for Composites Market Report: Trends, Forecast and Competitive Analysis. URL www.researchandmarkets.com/reports/4791069/ – Überprüfungsdatum 2026-06-24
[14] Yang, C. ; Nanni, A. ; Dharani, L.: Effect of fiber misalignment on FRP laminates and strengthened concrete beams. In: 9th Int. Conf., Structural Faults and Repair, London, UK, 2001
[15] Schürmann, Helmut: Konstruieren mit Faser-Kunststoff-Verbunden. 2., bearbeitete und erweiterte Auflage. Berlin, Heidelberg : Springer-Verlag Berlin Heidelberg, 2007 (VDI-Buch)
[16] Nezami, F.: Automatisiertes Preforming von Kohlefaserhalbzeugen mit aktiven Materialführungssystemen zur Herstellung komplexer Faserverbundstrukturen. Dresden, Technische Universität Dresden. Dissertation. 2015 – Überprüfungsdatum 2026-06-24
[17] Kraus, J. M.: Auch Faser-Kunststoff-Verbunde ermüden. URL www.maschinenmarkt.vogel.de/auch-faser-kunststoff-verbunde-ermueden-a-384070/ – Überprüfungsdatum 2026-06-24
[18] Hohmann, A.: Life-Cycle-Assessment rund um die Carbonfaser (CU-Thementag „Carbon-Faser-Vielfalt für die Praxis"). online, 29.09.2020
[19] Lischo, B.: Anwendung von Gelegen und Geweben in FKV-Sichtbauteilen bei der BMW M GmbH. persönlich. Interview mit L. Hahn. Telefonat, Dresden, Garching, 02.10.2020
[20] Ebel, C.: Expertengespräch: Batteriekästen für E-Mobilität - Anforderungen, Randbedingungen, Fertigungstechnologie. Interview mit L. Hahn und K. Zierold. 2022-10-04
[21] Motavalli, Jim: CES 2021: The Coolest Car Tech From The Virtual Show. In: Forbes (2021-01-15)
Contact: danny.friese@tu-dresden.de
Technische Universität Dresden
Fakultät Maschinenwesen
Institut für Textilmaschinen und Textile Hochleistungswerkstofftechnik (ITM)
01062 Dresden
 äußere Punktinjektion, (b) innere Punktinjektion, (c) ringförmige Injektion.")


 Aries.3 mit Ovalführung b) Preformen von Rohrbögen mit last- und flußgerechten Verstärkungsfadenlagen")

; simulierte Spannungsverteilung im T-Rohrknoten (rechts)")

; flaches Gewebe (mitte); Aufstellnachweis Funktionsmuster (rechts)")
; Rohrknoten ausgeformt (rechts)")

 oder mittels Zick-Zack- und Kettelstich (rechts)")
 mit jeweils integrierten Sensornetzwerken mit Sensoren (blau), der Trassierung bzw. Zuleitung (grün) sowie definierten Kontaktpunkte (rot)")
 bzw. mit Transfer-Folien (b) oder PVC-Beschichtung (c)")
 mit konventionellen Asphalteinlagen (mittig) und der neuartigen ATS-Bewehrung (rechts)")


 und Schichtaufbau (b) (Fotos: Susann Urlaß-Wolf)")
 vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Der Schlussbericht und weiterführende Informationen sind am Institut für Textilmaschinen und Textile Hochleistungswerkstofftechnik der TU Dresden erhältlich.")




 Zielgeometrie bei Ablage einer 90°-Kurve; b) exemplarischer Verschnitt bei Umsetzung der Zielgeometrie mit herkömmlichen UD-Tapes; c) prozessbedingte Ablagefeh-ler (hier bspw. Gassen) bei exemplarischer FKV-Bauteilherstellung bei Nutzung herkömmli-cher UD-Tapes [16]")
")
")
")


; Durchführung der Zwirnversuche mit dem Chitinmultifilamentgarn auf einer Labor-Doppeldrahtzwirnmaschine (DIRECTWIST, AĞTEKS Ltd.) (Mitte); herge-stellte Gestrickprobe aus Chitingarn mit einem zusätzlichen Stützfaden (Viskose, schwarz) (rechts oben) und Leinwandgewebe aus reinem Chitingarn (rechts unten)")

 Aufnahmen der Multifilamentgarne CH-1 (A); lichtmik-roskopische Aufnahmen der Filamentquerschnitte CH-1 (70µm/148f, links) bzw. CH-3 (90µm/300f, rechts) an Schliffkörpern, Vergrößerung: 50x (B)")
 der Multifilamentgarne aus Chitin gelöst mit EMIMOPr (links); Vergleich der Zugfestigkeiten der Chitinmultifilamentgarne mit Chitosanfasern aus Essigsäure-basiertem Nassspinnpro-zess [11] und mittels IL (EMIMOAc) hergestellten Chitosanfilamentgarnen [12] (rechts)")

; Calcium-funktionalisiert nach Methode 1, Verweilzeit im CaCl2-haltigen Medium von 1 min (B); Calcium-funktionalisiert durch nachträgliche Verweilzeit im CaCl2-haltigen Medium von 24 h (C)")


 und abgeleitetes Konzept eines mehrgliedrigen Gelenkarms als aktiv verformbares 3D-FKV-Bauteil (b)")
 und der entwickelten Deformationsbereiche")
 und integral gefertigtes Textilhalbzeug (b)")
, nach Aktivierung des ersten (b) bzw. beider FGL-Drahtabschnitte (c) sowie Ergebnisse der jeweiligen thermographischen Untersuchungen")





")


 Detailierung der Rippen, gerichteter Faserverstärkung von der Schale in die Rippe")
 Demonstrator Schale mit komplexer Rippenanordnung (Rippenhöhe H im Bereich 5 – 20 mm)")
 und Endlosfilamentgarn GF/PP 50/50 Vol.% (2); (li.) resultierendes Schale/Rippe-Funktionsmuster FM1 mit in die Rippe geflossenen Fasern")
 Resultiertes Schale/Rippe-Funktionsmuster FM 1 mit Faseranbindung von der Schale in die Rippe, Schalenbereich endlosfaserverstärkt")
")
")


 und den Funktionsmustern (exemplarisch rechts: FM 3 kombiniert neu-artiger Kettfadenversatz mit Trenn- und Fügeeinrichtung)")
 mit endkonturgerechtem Gelege")

")
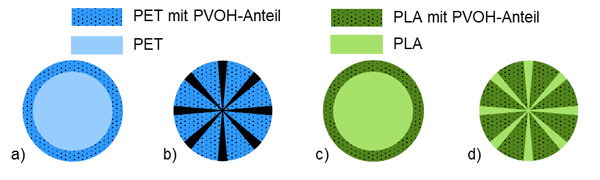
 core-shell aus PET und PET/PVOH, b) orange-pie aus PET und PET/PVOH, c) core-shell aus PLA und PLA/PVOH, b) orange-pie aus PLA und PLA/PVOH")

 vor dem Herauslösen des PVOH aus der Mantelkomponente, (rechts) nach dem Herauslösen des PVOH aus der Mantelkomponente")

; Zweilagiges, schlauchförmiges Gewebe aus Biko-Garn im Schussfaden und einem Polyestergarn in Kettfadenrichtung (rechts)")






 Schlauchfilter auf Stützkorb für Entstaubungsanlagen; b) Schematischer Querschnitt durch einen Schlauchfilter während der Filtration (links) und der Abreinigung (rechts); c) Schlauchfilter eingebaut in eine schematische Entstaubungsanlage.")


 TOPAS Pore Size Meter PSM 165 zur Messung der Porengrößenverteilung; b) FX 3300 LabAir zur Messung der Luftdurchlässigkeit von textilen Strukturen.")





 und neuartigen Umformeinrichtung (rechts) zur Fertigung von 3D-Netzgitterträgern")
 und Auswertung (rechts) des modifizierten Biegeversuchs nach RILEM RC5 (Spezifikation der Netzgitterträgergeometrie nach Breite – Winkel – Überlappung im Zugstrang bspw. 300 mm – 60 ° - 4 Rovings)")


 der Vereinten Nationen (Quelle: Vereinte Nationen)")
")
")