


 and warp-threading plan showing the layer allocation and binding warp system (upper layer – odd-numbered heddles: green, blue, yellow; lower layer – even-numbered heddles: purple, red, pink) (right)")
, and the resulting appearance in the fabric (right)")
.")
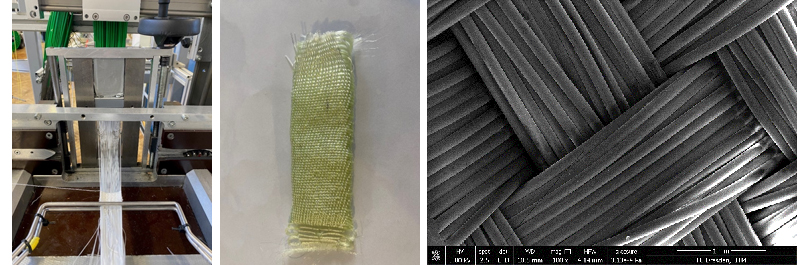
 and the double-layer structure (centre), as well as nonwoven strips arranged in two offset layers, shown in cross-section (right)")
Development of a weaving technology for the integral production of nonwoven thermally active fabrics with heating functionality
Fabrics Textile machinery Technical Textiles Smart Textiles
Abstract
Within the framework of the IGF project 01IF22817N, a novel weaving technology was developed for the integral production of highly efficient nonwoven thermally insulating fabrics with an integrated heating function. The objective of the project was to overcome the technological limitations of conventional quilted structures, particularly the occurrence of thermal bridges at seam locations and the high manufacturing effort associated with multi-stage production chains. The key innovation is a modular retrofit system that, for the first time, enables the automated inline preparation (cutting, joining, and feeding) and reliable integration of bulky nonwoven strips as weft material on rapier weaving machines.
To withstand the inertial forces acting during weft insertion, the nonwoven material is bonded to a load-bearing auxiliary yarn by means of ultrasonic welding. Based on validated MATLAB finite element simulations, a multilayer offset-chamber structure was developed that ensures the continuity of the insulation layer while minimizing thermal conduction paths. The Jacquard-based manufacturing process further enables the concealed integration of heating elements and binding warp yarns into the face layers through the targeted application of complementary weave structures.
Validation using functional prototypes demonstrated a significant improvement in thermal insulation performance, achieving a 33.9% increase compared with conventional quilted structures. Surface temperature homogeneity was substantially enhanced, with the temperature range reduced from 12.6 K to below 4 K. The developed technology offers considerable potential for the cost-effective production of highly functional insulating materials for sportswear, outdoor applications, and automotive systems.
Report
As part of the IGF project 01IF22817N (Nonwoven Thermo-Fabric), ITM carried out the development of advanced woven architectures and weave constructions for integrally woven insulation structures characterized by high design flexibility and a maximized volume of entrapped air. Furthermore, ITM developed the required preparation and feeding unit for the processing and the insertion of nonwoven strips in weft direction into the weaving process.
Introduction
Insulation structures are widely used in the apparel sector, particularly in sportswear and outdoor products, and form the basis for numerous leisure activities. Owing to the high demands placed on comfort and thermal insulation performance, consumers are willing to pay premium prices for functional garments intended for activities such as hiking, skiing, and horseback riding. As a result, this market segment represents a significant contributor to the overall performance of the German apparel industry [1]. Beyond clothing applications, insulation structures also play an important role in technical sectors such as the automotive industry, where they are used in roof liners and cabin insulation systems.
The prevailing construction principle for bulky thermal insulation materials in apparel applications is based on quilted structures. Their production involves a complex, multi-stage process chain comprising the manufacture of insulation, outer shell, and lining materials, textile printing and finishing, quilting, and garment assembly [2]. However, these structures exhibit an inherent design-related disadvantage that prevents the full exploitation of the insulation potential of the individual components. The quilting seams required to ensure structural integrity create locally compressed regions which, according to the principles of heat transfer, act as thermal bridges and reduce the overall insulation performance. Depending on stitch density, the thermal transmittance coefficient can increase by up to 40 % [3]. This loss in insulation efficiency is typically compensated by increased material consumption.
Furthermore, quilting seams introduce visible interruptions across the fabric surface, substantially limiting design flexibility and product customization. Various approaches, such as spacer quilting, attempt to mitigate the compression of the insulation layer by reducing thread tension during the quilting process and bridging greater material thicknesses. However, these methods achieve only a limited reduction in thermal transmittance, typically in the range of 10–14 % [4]. In addition, aesthetic considerations remain largely unaddressed.
To enhance thermal insulation performance, increase design freedom, and reduce the complexity of conventional manufacturing processes, the present research project fundamentally re-evaluated both the structural design and production of insulation materials. By implementing an integral weaving process capable of incorporating all relevant material components and by developing a structural architecture and yarn arrangement that simultaneously ensure structural integrity and enable visually appealing, highly customizable designs, it was possible to significantly reduce thermal transmittance and substantially improve the performance of textile insulation structures.
Objectives
The objective of the project was the simulation-based design and development of chambered insulation structures in combination with an advanced weaving process that enables the inline integration of high-volume nonwoven strips with minimal permanent structural deformation while simultaneously incorporating a textile heating structure into the woven architecture. To achieve this objective, a thermodynamic design methodology was established, from which the arrangement of the yarn systems and the geometric configuration of the unit cells were derived. This approach enabled the identification and analysis of thermal conduction paths and facilitated the design of insulation chambers in such a way that the nonwoven strips remained largely uncompressed within the structure (Figure 1).
A systematic process chain for weave development was established, allowing the face layers to be patterned through Jacquard weaving while simultaneously ensuring the controlled guidance of the binding warp yarns required to connect the individual layers. In addition, binding solutions were developed to achieve both an aesthetically appealing integration of the binding warp yarns into the face layers and the concealed incorporation of the heating structure, masking it invisible from the fabric surface.
For the integration of nonwoven strips in weft direction, a modular preparation and feeding unit was developed. This system enables the processing of nonwoven material by cutting it into strips corresponding to the dimensions of the chamber geometry, modifying them to withstand the tensile loads occurring during weft insertion, and subsequently presenting them to the rapier system for insertion into the weaving shed.
The produced functional structures were validated qualitatively based on visual assessment criteria and through the identification of thermal bridges using infrared thermography. Quantitative evaluation was performed by determining the thermal transmittance coefficient using the Guarded Hot Plate method and comparing the results with those obtained from a conventional quilted reference structure. The developed insulation structures were manufactured on a Jacquard rapier weaving machine equipped with the modular preparation and feeding unit, thereby demonstrating the technical feasibility of the proposed process and structure concept.
Results
Process Chain for the Integral Manufacturing of Nonwoven Thermo-Fabrics
The integral production of chambered insulation structures is based on a novel approach that combines the previously separate process steps of fabric manufacturing, insulation integration (quilting), and functional integration (heating) into a single automated weaving process. The process chain developed at ITM enables the production of complex multilayer chambered structures with enhanced thermodynamic properties while simultaneously providing a high degree of design flexibility. The development process begins with the specification of material parameters, including yarn fineness and insulation characteristics, as well as target values for thermal transmittance and heating performance. Based on these requirements, a simulation-driven thermodynamic design is performed using a finite element heat conduction model implemented in MATLAB. This model allows the determination of the optimal geometric arrangement of the layers, such as offset chamber structures for minimizing thermal bridges, as well as the optimal positioning of integrated heating elements.
Structural and weave development are carried out digitally using the specialized textile design software EAT DesignScope Victor. The overall structure is divided into functional zones, including edge areas, patterned face layers, and binding warp zones. A key technological challenge is the synchronization of the weave combinations of the upper and lower layers with the trajectories of the binding warp yarns to ensure the formation of stable chambers for the integration of nonwoven strips. Through the use of complementary weave structures, both the binding points of the binding warp yarns and the integrated heating yarns can be visually concealed within the face layers.
A central element of the process chain is the automated inline preparation of the insulation material. The nonwoven material, supplied in roll form, is slit longitudinally, cut to length, and permanently bonded to a load-bearing auxiliary yarn by ultrasonic welding. This reinforcement is essential for safely withstanding the inertial forces acting during weft insertion on the rapier weaving machine and for preventing permanent deformation and necking of the nonwoven material. During the integral weaving process, all components, including the face layers, binding warp yarns, preassembled nonwoven strips, and heating yarns, are combined into a single structure. Precise control of weaving machine parameters, particularly shed closing timing and heald frame stroke, ensures the low-compression integration of the hig-bulk nonwoven strips into the fabric chambers.
Simulation-Based Thermodynamic Design of the Structures
The development of the insulation structure required a precise thermodynamic design of the multilayer offset chamber structures. The objective of the simulations was to determine heat transfer and heating performance while accounting for the complex interactions between the constituent materials. For this purpose, a two-dimensional steady-state finite element heat conduction model was implemented in MATLAB using the PDE Toolbox. The model was based on the steady-state heat conduction equation, with material-specific thermal conductivities assigned to the geometrically defined regions representing nonwoven insulation, face layers, and binding zones.
The primary objective of the simulation was to optimize the arrangement of layers and the positioning of the heating structure in order to minimize heat losses and maximize surface temperature homogeneity. Local heat fluxes were calculated using Fourier’s law, and the effective thermal transmittance coefficient was determined across the width of the representative unit cell. The fully parametric simulation environment enabled systematic variation of layer thicknesses, chamber widths, and the number and arrangement of insulation layers.
The numerical analyses revealed that heat transfer in conventional structures predominantly occurs through the binding regions, resulting in non-uniform temperature distributions. By implementing an offset arrangement of the insulation chambers, these direct heat conduction paths were effectively interrupted, thereby minimizing thermal bridges. Validation of the model was achieved through comparison of experimentally measured thermal resistances with calculated values. Iterative adjustment of structure- and process-related parameters, particularly those associated with layer contact and compression effects, resulted in a highly accurate model with a maximum deviation of only 2 %. A two-layer offset arrangement of the nonwoven strips was identified as the optimal solution and subsequently served as the basis for the weave design.
Structural and Weave Development for Multilayer Chambered Fabrics
The transfer of thermodynamic requirements into a manufacturable textile structure was achieved through the systematic organization of yarn systems and the development of a modular weave architecture. Using EAT DesignScope Victor, a color-coded design image was created and divided into functional zones that served as the basis for assigning the complex multilayer binding patterns.
A total of 5,172 warp yarns supplied from two separate warp beams were incorporated into the developed insulation structures. The fabric width was divided into four functional regions: edge zones for fabric stabilization and weft fixation, patterned regions for the upper and lower face layers, and binding warp regions responsible for layer connection and positioning (Figure 2). This modular organization enabled independent modification of design elements and binding warp trajectories without requiring regeneration of the complete Jacquard control file.
A key aspect of the weave development was the design of the binding warp paths, which ensure both structural integrity and chamber formation for nonwoven integration. The binding warp yarns were supplied separately from a creel and arranged in pairs at intervals of 4 cm, corresponding to the intended width of the nonwoven strips.
To minimize thermal bridging, a two-layer offset chamber arrangement was developed. This required a modified binding warp configuration in which the yarns are guided above, between, or below the insulation layers depending on their position within the structure. Through systematic optimization of the binding regions, surface irregularities and out-of-plane displacement of weft yarns were minimized (Figure 3).
To satisfy the high aesthetic requirements of sportswear and outdoor applications, strategies for concealing the functional components were implemented. Float-dominated weave structures, such as 4/1 satin, effectively masked the binding points of the binding warp yarns (Figure 4). Similarly, complementary weave constructions were employed for the integration of the heating structure. Conductive heating yarns were bound to the inner side of the body-facing layer, while opposite twill weaves enabled the heating yarns to be concealed beneath the surface weft yarns, rendering them invisible from the exterior.
The developed weave system was validated using four functional prototypes ranging from simple single-layer structures to highly complex multilayer fabrics with independently patterned face layers, offset insulation chambers, and integrated heating functionality.
Design and Development of the Nonwoven Integration Module
The objective of the engineering development was the realization of a modular system for the automated inline integration of nonwoven strips into chambered woven structures. A systematic design process based on VDI 2221/2222 was applied, including a detailed analysis of the available installation space around the rapier weaving machine and the geometry of the weaving shed.
The system was divided into functional modules corresponding to the process steps of feeding, cutting, joining, presentation and insertion. Circular blade cutting was identified as the preferred solution for cutting the nonwoven roll material into strips because, unlike scissors or ultrasonic cutting systems, it does not permanently compact the material edges and therefore preserves the insulation performance. Length cutting is performed using a specially designed guillotine cutter that facilitates insertion of the voluminous strips into the weaving shed.
A key technological innovation of the module is the reinforcement of the nonwoven material. To withstand the inertial forces occurring during weft insertion at machine speeds of up to 200 rpm, a load-bearing auxiliary yarn is permanently bonded to the nonwoven strip using ultrasonic welding. The resulting nonwoven-yarn composite is subsequently stored in a meander-shaped accumulator, enabling nearly resistance-free outlet during insertion and minimizing mechanical stress on the weld seam.
For precise transfer to the rapier system, the original weft presentation mechanism of the weaving machine was modified with specially designed guide elements. These ensure twist-free guidance of the nonwoven strip and reliable transfer to the rapier gripper.
Technological Implementation and Inline Production of Functional Prototypes
The developed technology was implemented on a Dornier PTS 4/J rapier weaving machine equipped with a Stäubli UNIVAL 100 Jacquard machine and the newly developed nonwoven preparation and integration module. A major focus of the technological trials was the synchronization of the individual process steps and the iterative optimization of weaving machine parameters to ensure stable production under industrially relevant conditions.
Precise adjustment of warp tensions and shed geometry was required to reliably process the voluminous nonwoven strips. Owing to their high take-up, the binding warp yarns were supplied directly from a creel at minimal tension. Experimental investigations demonstrated that excessive binding warp tension leads to local compression of the insulation material and consequently reduces thermal performance. Therefore, an optimal tension level was identified that ensured stable shed formation while minimizing compression.
Reliable insertion of the nonwoven-yarn composite further required adaptation of the shed closing sequence. While the edge regions employed an earlier shed closing to improve weft fixation, the shed closing of the binding warp yarns was deliberately delayed. This configuration prevented displacement of warp yarns by the bulky nonwoven strip during insertion and thereby preserved structural accuracy. Successful commissioning of the complete system demonstrated the feasibility of automated inline integration of high-performance insulation materials into integral woven chambered structures (Figure 5).
Thermodynamic validation
The final evaluation of the developed chambered structures involved a comprehensive characterization of their thermal and mechanical performance in comparison with conventional quilted structures. Thermal analyses were conducted using the Guarded Hot Plate method in accordance with DIN EN 12667 and supplemented by infrared thermography.
A primary objective was the reduction of thermal transmittance and the improvement of surface temperature homogeneity through the elimination of structural thermal bridges. The results demonstrated that the continuous, largely uncompressed insulation layer and the offset arrangement of the insulation chambers significantly enhanced thermal performance. While the conventional quilted reference structure exhibited a thermal conductivity of λ = 0.056 Wm−1K−1, the developed two-layer offset chamber structure achieved a value of λ = 0.037 Wm−1K−1, corresponding to an improvement of 33.9 %.
Infrared thermography further confirmed the superior temperature homogeneity of the developed structures. Whereas the quilted reference exhibited a surface temperature range of 12.6 K due to local compression at seam locations, the offset chambered nonwoven structure reduced this value to only 3.5 K.
In addition to thermal performance, the mechanical properties of the materials and structures were evaluated. Overall, the validation results demonstrate that the developed nonwoven thermo-fabrics outperform conventional quilted systems with respect to thermal efficiency, mechanical performance, and process stability.
Summary and Outlook
Within the framework of the research project, a novel weaving technology for the integral production of highly efficient chambered insulation structures with integrated heating functionality was developed. The primary objective was to overcome the technological limitations of conventional quilted insulation structures, particularly the occurrence of thermal bridges at seam locations and the high manufacturing effort associated with multi-stage production processes by the development of a process chain (Figure 6).
The core innovation of the developed technology is a modular retrofit system for the inline preparation and integration of nonwoven strips. This module enables high-performance insulation materials to be slit longitudinally, cut to length, and reinforced through a permanent bond with a load-bearing auxiliary yarn by means of ultrasonic welding. As a result, the nonwoven strips can be reliably processed as weft material on rapier weaving machines.
Based on simulation-driven thermodynamic design using a validated MATLAB finite element model, multilayer woven structures with offset chamber arrangements were developed. This specific structural configuration effectively minimizes thermally conductive pathways and substantially reduces the formation of structural thermal bridges. The technological implementation was realized on a Jacquard weaving machine. Through the use of complementary weave constructions, both the binding warp attachment points and the integrated heating structures could be visually concealed within the fabric architecture, resulting in an aesthetically homogeneous surface appearance.
Validation of functional prototypes and a vest demonstrator confirmed a significant improvement in thermal insulation performance compared with the current state of the art. The developed structures achieved a thermal conductivity of λ = 0.037 Wm−1K−1, compared to λ = 0.056 Wm−1K−1 for the conventional quilted reference structure, corresponding to an improvement of 33.9 %. Simultaneously, surface temperature homogeneity was substantially enhanced, with the temperature range decreasing from 12.6 K for the reference structure to less than 4 K.
Owing to its modular design and the process guidelines established within the project, the developed technology is readily scalable and suitable for industrial implementation, particularly by small and medium-sized enterprises operating in the sportswear, outdoor, and automotive sectors.
Acknowledgement
The IGF-Project 01IF22817N of the research association Forschungskuratorium Textil e.V., Wallstraße 58/59, 10179 Berlin, was funded by the German Federal Ministry for Economic Affairs and Energy via the German Aerospace Center (DLR) as part of the program for the promotion of Industrial Collective Research (IGF) based on a resolution of the German Bundestag.
The authors would like to thank the aforementioned institutions for providing the financial resources. The research report and further information are available from the institute of Textile Machinery and High Performance Material Technology at TU Dresden.
References
[1] Mouwitz, P.; Larsson, J.; Peterson, J.: Beyond mass customisation : Mass individualisation.
[2] Yu, W.; Wang, L.; Liu, H.; Rodrigue, D.; Du, Z.; Yu, W.; Wang, X.: Optimization of the quilting method and filling quality of cold-proof down clothing based on thermal insulation performance. Textile Research Journal 93(2023)21-22, S. 5007-5016
[3] An, Y.-Y.; Tu, L.-X.; Shen, H.; Xu, G.-B.; Zhang, G.-R.; Zhu, H.-Q.; Wang, H.-C.: Numerical simulation and validation on heat transfer of four structures of sleeping bag. International Communications in Heat and Mass Transfer 129(2021), S. 105707 f.
[4] Saeed, H.; Rödel, H.; Krzywinski, S.; Hes, L.: ‘Spacer stitching’, an innovative material feeding technology for improved thermal resistance. IOP Conf. Ser.: Mater. Sci. Eng. 254(2017)13, S. 132004 f.
Contact: jasmin.pilgrim@tu-dresden.de
Technische Universität Dresden
Fakultät Maschinenwesen
Institut für Textilmaschinen und Textile Hochleistungswerkstofftechnik (ITM)
01062 Dresden


 und Kettfadeneinzugsplan mit Lagenaufteilung und Bindekette (obere Lage – ungerade Litzennummer: Grün, Blau, Gelb; untere Lage – gerade Litzennummer: Lila, Rot, Pink) (rechts)")
 und Erscheinungsbild im Gewebe (rechts)")
")
 und zweilagigen (Mitte) Struktur sowie zweilagig versetzt angeordnete Vliesstoffstreifen im Querschnitt (rechts)")


 äußere Punktinjektion, (b) innere Punktinjektion, (c) ringförmige Injektion.")


 Aries.3 mit Ovalführung b) Preformen von Rohrbögen mit last- und flußgerechten Verstärkungsfadenlagen")


 or using zigzag and chain stitches (right)")
, each with integrated sensor networks with sensors (blue), routing or supply lines (green), and defined contact points (red)")
 or with transfer films (b) or PVC coating (c)")

 oder mittels Zick-Zack- und Kettelstich (rechts)")
 mit jeweils integrierten Sensornetzwerken mit Sensoren (blau), der Trassierung bzw. Zuleitung (grün) sowie definierten Kontaktpunkte (rot)")
 bzw. mit Transfer-Folien (b) oder PVC-Beschichtung (c)")
 mit konventionellen Asphalteinlagen (mittig) und der neuartigen ATS-Bewehrung (rechts)")


 und Schichtaufbau (b) (Fotos: Susann Urlaß-Wolf)")
 vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Der Schlussbericht und weiterführende Informationen sind am Institut für Textilmaschinen und Textile Hochleistungswerkstofftechnik der TU Dresden erhältlich.")

.")
)")
")
")
 Zielgeometrie bei Ablage einer 90°-Kurve; b) exemplarischer Verschnitt bei Umsetzung der Zielgeometrie mit herkömmlichen UD-Tapes; c) prozessbedingte Ablagefeh-ler (hier bspw. Gassen) bei exemplarischer FKV-Bauteilherstellung bei Nutzung herkömmli-cher UD-Tapes [16]")
")
")
")



 Maschenbildung mit der neuen funktionalen Einrichtung; b) Grundstruktur mit fünf als Plattiermasche in jeder Maschenreihe gebundene Kettfäden sowie als Fanghenkel in jeder dritten und fünften Maschenreihe gebunden Kettfäden")
 oder in jeder dritten (unten) Ma-schenreihe für a) der Fanghenkel-Bindung und b) der Plattiermaschen-Bindung")
 als CAD-Modell und b) exemplarische Integration in eine Handflachstrickmaschine")

 als maschinenfallendes Flachgestrick mit 14 integrierten Kettmaschenfäden und b) passgenau auf Beinmodell")
 und abgeleitetes Konzept eines mehrgliedrigen Gelenkarms als aktiv verformbares 3D-FKV-Bauteil (b)")
 und der entwickelten Deformationsbereiche")
 und integral gefertigtes Textilhalbzeug (b)")
, nach Aktivierung des ersten (b) bzw. beider FGL-Drahtabschnitte (c) sowie Ergebnisse der jeweiligen thermographischen Untersuchungen")


 Detailierung der Rippen, gerichteter Faserverstärkung von der Schale in die Rippe")
 Demonstrator Schale mit komplexer Rippenanordnung (Rippenhöhe H im Bereich 5 – 20 mm)")
 und Endlosfilamentgarn GF/PP 50/50 Vol.% (2); (li.) resultierendes Schale/Rippe-Funktionsmuster FM1 mit in die Rippe geflossenen Fasern")
 Resultiertes Schale/Rippe-Funktionsmuster FM 1 mit Faseranbindung von der Schale in die Rippe, Schalenbereich endlosfaserverstärkt")
")
")


 und den Funktionsmustern (exemplarisch rechts: FM 3 kombiniert neu-artiger Kettfadenversatz mit Trenn- und Fügeeinrichtung)")
 mit endkonturgerechtem Gelege")

")
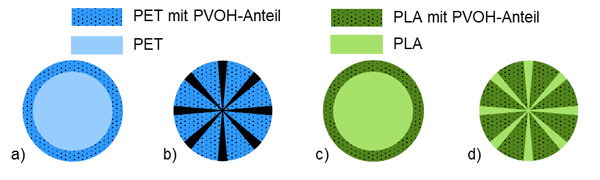
 core-shell aus PET und PET/PVOH, b) orange-pie aus PET und PET/PVOH, c) core-shell aus PLA und PLA/PVOH, b) orange-pie aus PLA und PLA/PVOH")

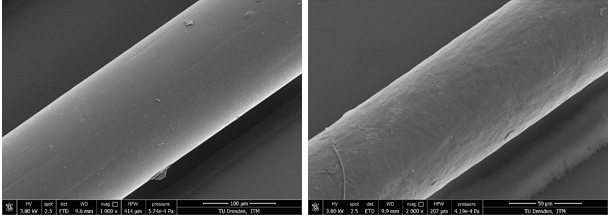
 vor dem Herauslösen des PVOH aus der Mantelkomponente, (rechts) nach dem Herauslösen des PVOH aus der Mantelkomponente")

; Zweilagiges, schlauchförmiges Gewebe aus Biko-Garn im Schussfaden und einem Polyestergarn in Kettfadenrichtung (rechts)")


 und neuartigen Umformeinrichtung (rechts) zur Fertigung von 3D-Netzgitterträgern")
 und Auswertung (rechts) des modifizierten Biegeversuchs nach RILEM RC5 (Spezifikation der Netzgitterträgergeometrie nach Breite – Winkel – Überlappung im Zugstrang bspw. 300 mm – 60 ° - 4 Rovings)")
 der Vereinten Nationen (Quelle: Vereinte Nationen)")
")
")
")


