

Vom Abfall zur Ressource: Recyclingkreislauf für Post-Consumer-Kletterseile
Raw materials Yarns Recycling Sustainability Circular economy Technical Textiles
Abstract
Kletterseile sind sicherheitsrelevante Produkte im Berg- und Sportklettern und werden aufgrund ihrer hohen mechanischen Anforderungen überwiegend aus Polyamid 6 hergestellt. Die Herstellung von virgin Polyamid 6 als Primärrohstoff trägt zu rund 50% zum ökologischen Fußabdruck von Kletterseilen bei. Vor diesem Hintergrund verfolgt das Forschungsprojekt RecyKlett das Ziel, ein neuartiges Verwertungskonzept für gebrauchte Kletterseile zu etablieren. Kern des Vorhabens ist die Erzeugung schmelzspinnfähiger PA-6-Regranulate aus gebrauchten Kletterseilen in ausreichender Menge, um deren wirtschaftlichen Einsatz in der Garnherstellung zu ermöglichen. Aufbauend darauf werden profilierte Filamentgarne im Schmelzspinnverfahren hergestellt, deren Querschnittsgeometrie gezielt darauf optimiert werden soll mögliche Eigenschaftsverluste des Recyclingmaterials zu kompensieren und mechanische Kennwerte wie Festigkeit und Abriebbeständigkeit zu optimieren. Diese Garne werden anschließend zu einem Kletterseil aus Recyclingmaterial weiterverarbeitet, das die produktspezifischen Anforderungen des Berg- und Sportkletterns – vertreten durch den Industriepartner EDELRID – erfüllt.
Report
Einleitung:
Kletterseile zählen zu den sicherheitskritischsten Ausrüstungsgegenständen im Bergsport und unterliegen strengen Regulierungen und müssen höchsten Sicherheitsstandards entsprechen, besonders hinsichtlich der dynamischen Leistung. [DIN EN 892] Zur Erfüllung dieser Anforderungen werden nahezu ausschließlich Seile aus Polyamid 6 (PA6) verwendet, da dieses Polymer aufgrund seiner molekularen Struktur Sturzenergie über große reversible Dehnungen aufnehmen und dissipieren kann und zugleich eine hohe Scheuerfestigkeit aufweist [McL06] Die industrielle Erzeugung von PA 6 aus fossilen Rohstoffen ist jedoch energieintensiv und mit einem hohen Ressourcenverbrauch sowie relevanten CO₂-Emissionen verbunden. Dadurch ist die Herstellung von PA 6 als primärem Rohstoff für ca. 50 % des Treibhauspotenzials eines Seilprodukts verantwortlich. [BRS21] Angesichts zunehmender regulatorischer und ökologischer Anforderungen rückt die Rückführung gebrauchter Seilprodukte in den Fokus. Konzepte zur stofflichen Wiederverwertung technischer Textilien eröffnen die Möglichkeit, Materialströme zu schließen, Primärrohstoffe zu substituieren und die Umweltwirkungen über den gesamten Produktlebensweg hinweg zu reduzieren.
Das Recycling von gebrauchten Kletterseilen stellt besondere Anforderungen, da neben nutzungsbedingten Verunreinigungen auch material- und prozessbedingte Bestandteile aus der Herstellung berücksichtigt werden müssen. Dazu zählen unter anderem Farbstoffe und Beschichtungen, die im Zuge nachgelagerter Prozessschritte appliziert werden und im Recyclingprozess als Störstoffe auftreten können. Zusätzlich werden die Polymerketten der Kletterseile bei intensiver Nutzung im Outdoor-Bereich, insbesondere durch UV-Strahlung, geschädigt und teilweise abgebaut, was zu einer Materialdegradation führt. Um ein hochwertiges Regranulat zu erzeugen, ist eine umfassende Analyse des Materials daher essenziell. Mithilfe dieser Analysen werden vorhandene Verunreinigungen sowie der Zustand der Polymerketten untersucht. Auf dieser Grundlage können gezielte Maßnahmen zur Reinigung, Entfernung von Störstoffen und zur Wiederherstellung bzw. Verlängerung der Polymerketten eingeleitet werden.
Problemlösung:
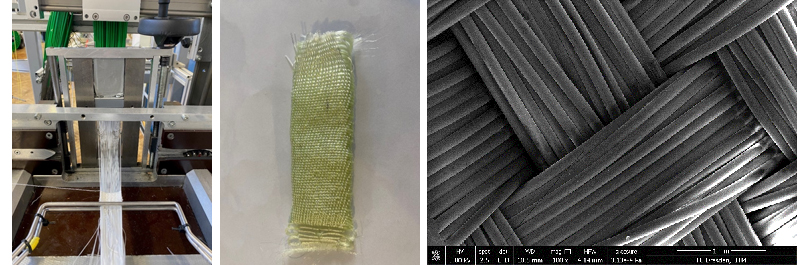
Im Projekt RecyKlett wird ein Ansatz zur Wiederverwertung gebrauchter Kletterseile aus PA6 verfolgt. Ziel ist es, ausgediente Seile so aufzubereiten, dass sie erneut als Rohstoff für die Herstellung hochwertiger Garne eingesetzt und anschließend zu dynamischen Kletterseilen weiterverarbeitet werden können. Zu Beginn werden gebrauchte Kletterseile untersucht, um material- und prozessrelevante Veränderungen durch Nutzung und Alterung zu erfassen. Auf Grundlage dieser Ergebnisse entwickelt Hoffmann und Voss geeignete Aufbereitungsverfahren zur Herstellung eines schmelzspinnfähigen Regranulats. Die gewonnenen Materialien werden anschließend am ITA zu technischen Filamentgarnen verarbeitet, wobei ein besonderer Fokus auf der Auslegung profilierter Filamente liegt, deren gezielt gestaltete Querschnittsgeometrie dazu dient, mögliche materialbedingte Eigenschaftsverluste auszugleichen und mechanische sowie tribologische Anforderungen für den Einsatz in Kletterseilen sicherzustellen. Parallel dazu werden bei EDELRID angepasste Seilkonstruktionen und Verarbeitungsstrategien untersucht, um profilierte und funktionalisierte Recyclinggarne schädigungsfrei in komplexe dynamische Seilstrukturen zu integrieren und deren Leistungsfähigkeit im Gesamtsystem sicherzustellen. Die Projektübersicht ist in Abbildung 1 dargestellt.
s. Abbildung 1 "Prozesskette zum thermomechanischen Recycling von Kletterseilen"
Wir danken dem Bundesministerium für Wirtschaft und Energie für die Förderung des Forschungsprojektes RecyKlett im Rahmen des Zentralen Innovationsprogramms Mittelstand (ZIM).
Literatur:
[BRS21] Bradford, S.; Rupf, R.; Stucki, M.: Climbing ropes – Environmental hotspots in their life cycle and potentials for optimization. - Sustainability, 2021, Band 13, H. 2, S. 707
[DIN EN 892] DIN EN 892: Bergsteigerausrüstung – Dynamische Bergseile – Sicherheitstechnische Anforderungen und Prüfverfahren
[McL06] McLaren, A. J.: Design and performance of ropes for climbing and sailing. - Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications, 2006, Band 220, H. 1, S. 1-12
Contact: laura.barbet@ita.rwth-aachen.de
Institut für Textiltechnik (ITA) der RWTH Aachen, Otto-Blumenthal-Str. 1, 52074 Aachen
More entries from ITA Institut für Textiltechnik der RWTH Aachen University
 mit konventionellen Asphalteinlagen (mittig) und der neuartigen ATS-Bewehrung (rechts)")


 und Schichtaufbau (b) (Fotos: Susann Urlaß-Wolf)")
 vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Der Schlussbericht und weiterführende Informationen sind am Institut für Textilmaschinen und Textile Hochleistungswerkstofftechnik der TU Dresden erhältlich.")










 in Granulatform (Quelle: ITA)")
 (Quelle: ITA)")
. Links: Spule. Rechts: Nahaufnahme des Garns (Quelle: ITA")
. Links: Spule. Rechts: Nahaufnahme des Garns (Quelle: ITA)")
 realisiert als vollständig gestrickter Handschuh mit 13 kapazitiven Drucksensoren")

 mit integriertem kapazitiven Dehnungs-Näherungssensor (DNS)")


 Skizze der Proben; B) Übertragungsverhalten; C) Drift und D) Hysterese mit Standardabweichung")


 Detailierung der Rippen, gerichteter Faserverstärkung von der Schale in die Rippe")
 Demonstrator Schale mit komplexer Rippenanordnung (Rippenhöhe H im Bereich 5 – 20 mm)")
 und Endlosfilamentgarn GF/PP 50/50 Vol.% (2); (li.) resultierendes Schale/Rippe-Funktionsmuster FM1 mit in die Rippe geflossenen Fasern")
 Resultiertes Schale/Rippe-Funktionsmuster FM 1 mit Faseranbindung von der Schale in die Rippe, Schalenbereich endlosfaserverstärkt")
")
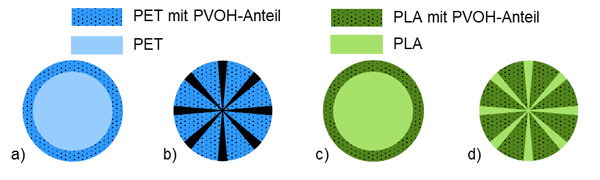
 core-shell aus PET und PET/PVOH, b) orange-pie aus PET und PET/PVOH, c) core-shell aus PLA und PLA/PVOH, b) orange-pie aus PLA und PLA/PVOH")

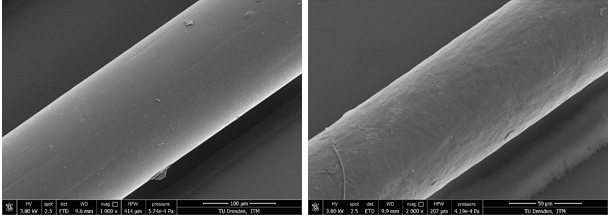
 vor dem Herauslösen des PVOH aus der Mantelkomponente, (rechts) nach dem Herauslösen des PVOH aus der Mantelkomponente")

; Zweilagiges, schlauchförmiges Gewebe aus Biko-Garn im Schussfaden und einem Polyestergarn in Kettfadenrichtung (rechts)")



 mittlere Faserlänge bzw. Fasereinkürzungen in den Krempelbändern und (b) Verbundfestigkeit duroplastischer Composites (FVG 50 Vol.-%)")
 mittlere Faserlänge bzw. Fasereinkürzungen in den Krempelbändern und (b) Verbundfestigkeit duroplastischer Composites (FVG 50 Vol.-%)")


 und Ergebnisse rheologischer Untersuchungen der Chito-san-IL-Spinnlösungen mit 6 Gew.-% Feststoffkonzentration in Abhängigkeit von der Temperatur und verwendetem Rohmaterial (rechts)")
 und feinheitsbezogene Filamentfes-tigkeiten in cN/tex der Chitosanmultifilamentgarne aus IL in Abhängigkeit von der Verstreckrate (rechts)")
, Flechtprozess mit Chitosanmultifilamentgarn (Mitte) und Mischgewebe aus Chitosan (Schussfaser) und PES (Kettfaser) (rechts)")
")
 von unprofilierten sowie den entwickelten profilierten Bewehrungsgarnen")

 und Flechtgarnen (rechts)")
")
")
 [13]")
 des CFK-Vierkantprofils unter Biegebeanspruchung")
 (a); Carbonfaser-Roving (CF1K) (b); metallischer Draht Isaohm (Isaohm) (c); Silver tech 120 (ST120) (d)")
, schematische Darstellung der Messkette zur Echtzeit-Erfassung der Sensordehnung durch interaktive Krafteinwirkung (b)")



 Schematische Darstellung der relativen Festigkeiten und Crash- bzw. Impacteigenschaften von CF/AR-Hybridcomposites in Abhängigkeit von den Faservolumenanteilen; b) Schematische Darstellung der Prozesskette zur Realisierung der Materialkonzepte")


 Eigenschaftsprofile der Verbunde auf Basis der Materialkonzepte; b) Abhängigkeit der Verbundeigenschaften von den Faservolumenanteilen; c) Demonstratorbauteile basierend auf MK1 und MK2")