
.")
)")
")
")
Entwicklung gewirkter Anbindungsimplantate zur Weichteilrekonstruktion
Knittings Technical Textiles Medicine
Abstract
Die erfolgreiche Therapie von Knochendefekten stellt eine immense Herausforderung dar und hat eine große gesellschaftliche und medizinische Relevanz, insbesondere bei einer immer älter werdenden Gesellschaft. Jede Implantation einer Endoprothese geht mit einem Verlust von Knochen und dem umliegenden Weichgewebe einher, dessen Anbindung an die Endoprothese für die Funktionalität jedoch unerlässlich ist. Im Rahmen des interdisziplinären Forschungsprojektes IGF-Projektes 21998BR des ITM und OUPC wurde deshalb ein textiles Anbindungsimplantat entwickelt, das eine einfache Anpassung und universelle Anbindung des Weichgewebes an eine Endoprothese erlaubt.
Report
Ausgangssituation und Problemstellung
Die erfolgreiche Therapie von Knochendefekten stellt eine große Herausforderung dar und ist von großer sozialer und medizinischer Relevanz, insbesondere in einer alternden Gesellschaft. Die demografische Entwicklung der Gesellschaft wird zwangsläufig zu einer Zunahme von Revisionen (Wechseloperationen) führen. Die Gründe hierfür sind vielfältig und liegen u. a. in der limitierten Lebensdauer der Endoprothesen sowie in Komplikationen wie Lockerungen, Frakturen oder Infektionen [1]. Jede Revision geht dabei mit einem erhöhten Knochenverlust einher und führt zur Entfernung des umgebenden Weichgewebes (Muskeln, Sehnen, Bänder, Bindegewebe). Das Weichgewebe ist jedoch für die Funktionalität der Gliedmaßen, beispielsweise die aktive Kniestreckung oder die Vermeidung von Hinken [2], unerlässlich. Eine unzureichende Weichteildeckung kann zudem schwerwiegende Komplikationen wie Auskugeln und periprothetische Infektionen verursachen, insbesondere bei großen Defekten.
Die Behandlung von Knochendefekten erfordert daher sowohl die Implantation einer Endoprothese als auch die Rekonstruktion, einschließlich der Verbindung des umgebenden Weichgewebes mit der Endoprothese. Allerdings wird die Rekonstruktion des Weichgewebes heute meist unzureichend durchgeführt [2, 3]. Lediglich bei sog. Megaprothesen wird ein einfacher gestrickter PES-Schlauch als Anbindungsschlauch zur Fixation von Weichgewebe als Zusatzprodukt beschrieben. Allerdings weisen bisherige Lösungen eine unzureichende Stabilität auf und/ oder bedingen einen hohen Konfektionsaufwand während des operativen Eingriffs. Eine vergrößerte Oberfläche durch Falten und Taschenbildung des Anbindungsschlauchs kann das Risiko von Infektionen und Komplikationen erhöhen. Diese können sich auch über den Heilungsprozess der Endoprothesenimplantation hinaus erstrecken. So können periprothetische Infektionen auch Monate bis Jahre nach der Implantation auftreten. Darüber hinaus können nicht resorbierbare (nicht im Körper abbaubare) Materialien zu langanhaltenden Problemen im Körper führen. Dazu zählen Heilungsstörungen sowie akute und chronische Infektionen. [4, 5]. Zudem resultiert ein signifikanter Verlust an Weichgewebe bei einer Revision durch herausschneiden des verwachsenen PES-Schlauchs, der wiederrum die Wahrscheinlichkeit von Komplikationen erhöht. Die Verwendung eines synthetischen, nicht resorbierbaren Implantats wird daher kritisch gesehen und ist nur bei zwingend notwendigen großen Knochenverlusten indiziert. In der Mehrzahl der Fälle, in denen Endoprothesen implantiert werden, wird auf die Verwendung eines Anbindungsimplantats verzichtet. Die daraus resultierenden Einschränkungen hinsichtlich der Funktionalität werden aus Sorge vor schwerwiegenderen Komplikationen toleriert.
Zur signifikanten Verbesserung der Anbindung von Weichgewebe an die Endoprothese ist die Entwicklung eines resorbierbaren sowie leicht und individuell an die jeweilige Prothesengeometrie anpassbaren Anbindungsimplantats nötig.
Entwicklung des umlaufenden Schusseintragssystems
Die Wirktechnik bietet hervorragende Lösungsansätze zur Entwicklung von Anbindungsimplantaten, die leicht an die Geometrie und die Länge der implantierten Endoprothese angepasst werden können und ausreichend Festigkeit bietet, um ein Ausreißen bei Belastung zu vermeiden. Verfahrens- und strukturbedingt weisen Gewirke bereits eine gute Dimensionsstabilität auf und gestatten eine große Vielfalt der Strukturgestaltung. Die Entwicklung einer schlauchförmigen Struktur mit integrierten, umlaufenden Schussfäden wird als vielversprechende Lösung für intraoperativ individualisierbare Verbindungsimplantate erachtet. Diese Konstruktion ermöglicht es dem Chirurgen, den Durchmesser der schlauchförmigen Struktur durch Anziehen und Verknoten der umlaufenden Schussfäden präzise einzustellen. Dadurch kann der Schlauchdurchmesser schnell, individuell und faltenfrei an die Endoprothese angepasst werden, ohne dass aufwendige Konfektionsarbeiten erforderlich sind (Abbildung 1).
Allerdings erlaubt die Wirktechnik aktuell nicht, konturgerechte Schläuche ohne Jacquard-Technik herzustellen und gleichzeitig einen umlaufenden Schussfaden über den gesamten Umfang einschließlich einer Fadenreserve zu integrieren. Dazu wurde am ITM ein neues umlaufendes Schusseintragssystem entwickelt. Die Innovation der neu entwickelten Technologie liegt in der Realisierung eines nachrüstbaren, umlaufenden Schusseintragssystems mit einer Schussfadenreserve für die doppelbarrige Raschelmaschine (Abb. 2).
Der minimale Bauraum innerhalb der Wirkstelle aber auch ein positionsgenaues Fadenlegen stellen die wichtigsten Anforderungen an ein umlaufendes Schussfadensystem dar. Zur Bewegung des Fadenführers um die Wirkstelle wurde eine umschließende Führungsbahn entwickelt und umgesetzt. Sie ermöglicht das Eintragen eines durchgehenden Schussfadens im vorderen und hinteren Nadelbett. Der auf einer Spule gewickelte Schussfaden wird dazu mit Hilfe eines speziellen Fadenführers auf einer umlaufenden Bahn transportiert. Der Fadenführer bewegt sich sensorgesteuert präzise entlang des vorderen und hinteren Nadelbetts. Mit Hilfe von drehbaren Haken kann eine Fadenreserve variabel integriert werden. Diese innovative Technologie ermöglicht die Integration eines umlaufenden Schussfadens in schlauchförmige Kettengewirke, wobei die Fadenreserve in einem variablen Abstand angeordnet werden kann. Diese zusätzliche Fadenreserveeinrichtung ermöglicht die Einstellung des Schlauchdurchmessers auf die Endkontur, die für die Herstellung von Anbindungsimplantaten unerlässlich ist. Die Entwicklung dieses umlaufenden Schusseintragssystems stellt eine völlig neue Technologie dar, die unabhängig von Maschinenhersteller und Arbeitsbreite modular und effizient in jede doppelbarrige Raschelmaschine integriert oder nachgerüstet werden kann.
Entwicklung des gewirkten Anbindungsimplantats
Zur anforderungsgerechten Entwicklung eines textilen Anbindungsimplantats wurde die Struktur simulationsgestützt auf Basis der Wirktechnologie ausgelegt. Die zentrale Herausforderung bestand in der Entwicklung eines universell einsetzbaren Implantats, dass sich faltenfrei an unterschiedlichste Prothesengeometrien verschiedener Hersteller sowie an die anatomische Gegebenheiten der einzusetzenden Knochensegmente, insbesondere Femur und Tibia, anpassen lässt. Auch die variable Länge modular aufgebauter Endoprothesen musste dabei berücksichtigt werden. Darüber hinaus sollte das Implantat aus einem resorbierbaren Material bestehen, das eine sichere Anbindung des Weichgewebes gewährleistet, bis das neugebildete Narbengewebe im Bereich der Endoprothese die Funktion dauerhaft übernommen hat.
Im Projekt wurde eine systematische CAE-gestützte Struktur- und Bindungsentwicklung für drei Funktionsmustern durchgeführt: 1) Endkonturnahe Schlauchstruktur mit über die Länge variablen Durchmesser; 2) definierte Formbarkeit durch Integration umlaufender Schussfäden; 3) integral gefertigte Verstärkungszonen. Zur Erreichung der geforderten mechanischen Eigenschafen, insbesondere hinsichtlich Strukturdehnung, Zugfestigkeit, lokaler Verstärkung und Anpassungsfähigkeit an unterschiedliche Geometrien, wurden verschiedene Grundbindungen wie Franse, Samt und Teilschuss simulationsgestützt und experimentell analysiert.
Die Grundbindungen Trikot gegenlegig und Franse Teilschuss erzielten die höchsten zugmechanischen Eigenschaften bei gleichzeitig geringster Strukturdehnung. Auf dieser Basis wurden die komplexeren Bindungskonzepte für die Funktionsmuster entwickelt. Als Vorzugslösung konnte ein Franse-Teilschuss-Schlauch mit konstantem Durchmesser und integrierten umlaufenden Schussfäden identifiziert werden. Diese Variante erfüllte die Anforderungen an Universalität und einfache Handhabung besonders gut. Die offene Struktur ermöglicht ein faltenfreies Zusammenziehen und damit eine flexible Anpassung an verschiedene Prothesengeometrien (Abb. 3).
Zur Gewährleistung der langsamen Resorption und hohen Ausreißfestigkeit wurden Seidenfibroingarne verzwirnt (Cordonnet, 70 tex) eingesetzt.
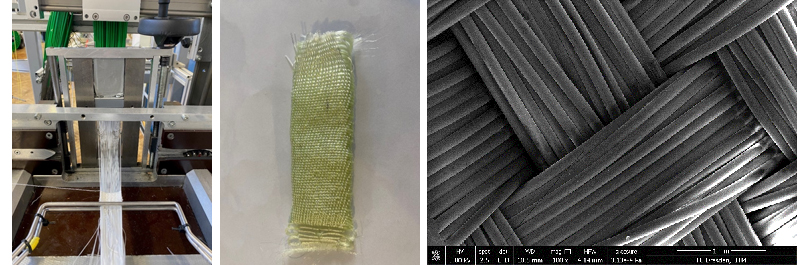
Im Anschluss an die Entwicklung wurde das Anbindungsimplantat in einem eigens entwickelten Prüfstand auf das Ausreißen hin untersucht. Im besonderen Fokus stand die Einspannvorrichtung für die Endoprothesen, die eine biomechanische Prüfung anatomischer Lastszenarien erlaubt. Im Gegensatz zu den in den herkömmlichen Prüfständen verwendeten festen Prüfwinkeln wurde ein Aufbau mit variierbaren Winkeln (0°, 15°, 30°, 45°, 60° und 90°) ausgelegt. Der Prüfaufbau erlaubt dadurch die Nachstellung von wirkenden Kräften beispielsweise beim Stehen, Gehen oder Sitzen. Die neu entwickelten Anbindungsimplantate erreichten an den Anbindungsstellen mit umlaufendem Schussfaden eine Höchstzugkraft von über 300 N. Damit entsprechen sie in etwa der Höchstzugkraft des verwendeten chirurgischen Nahtmaterials und des aktuell verfügbaren Anbindungsschlauch aus PES (ohne gezielte Degradation und ohne Möglichkeit zur Durchmesseranpassbarkeit).
Die Ausreißfestigkeit des neu entwickelten Anbindungsschlauches lässt sich durch die zusätzliche Einbindung des umlaufenden Schussfadens an weiteren Stellen gezielt steigern. Im Vergleich zur herkömmlichen Methode sind für Anpassung und Implantation des Anbindungsimplantats deutlich weniger Arbeitsschritte erforderlich, was zu einer spürbaren Reduktion in der Operationszeit führen kann. Die integrierten umlaufenden Schussfäden ermöglichen zudem eine direkte Anbindung des Weichgewebes, sodass auf zusätzliche Fäden verzichtet werden kann. Das Anbindungsimplantat kann individuell in der Länge zugeschnitten und aufgeschnitten werden, ohne dass dabei Laufmaschen entstehen oder das Gewirk aufgezogen wird. Durch die potenzielle Resorbierbarkeit des Seidenmaterials kann die Fremdkörperlast im Gewebe reduziert werden, was wiederrum das Risiko postoperativer Infektionen senken kann. Im Revisionsfall entfallen zudem aufwendige Resektionsprozesse zur Entfernung eingewachsener Implantate. Ein weiterer Vorteil liegt in der universellen Anwendbarkeit des Anbindungsimplantats: Es kann flexibel an verschiedene Prothesengeometrien angepasst werden, z. B., wie in Abbildung 4 gezeigt, an die Knieprothese.
Zusammenfassung
In Zusammenarbeit mit dem OUPC wurde am ITM ein neuartiges Anbindungsimplantat entwickelt, das sich flexibel und ohne Faltenwurf an unterschiedliche Endoprothesengeometrien anpassen lässt. Die integrierten umlaufenden Schussfäden ermöglichen nicht nur eine formgerechte Anpassung und Fixierung an der Prothese, sondern dienen zugleich als strukturelle Verstärkung an den Anbindungsstellen. Die überstehenden Fadenenden können zusätzlich zur Re-Adaption des Weichgewebes genutzt werden.
Zur Realisierung dieses Konzepts wurde am ITM ein innovatives Schusseintragssystem mit integrierter Fadenreserve entwickelt, das sich modular in jede RR-Raschelmaschine nachrüsten lässt. Durch die gezielte Strukturentwicklung lässt sich das Anbindungsimplantat leicht ab- oder einschneiden und kann so individuell an chirurgische Anforderungen und patientenspezifische Gegebenheiten angepasst werden. Diese Flexibilität erfüllt die hohen Anforderungen an ein universell einsetzbares Anbindungsimplantat.
In Ausreißversuchen konnte eine ausreichende mechanische Stabilität des Anbindungsimplantats aus langzeitresorbierbarem Seidenfibroin nachgewiesen werden.
Danksagung
Das IGF-Vorhaben 21998 BR der Forschungsvereinigung Textil e.V. wurde über die AiF und den DLR Projektträger im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Literaturverzeichnis
[1] Schmolders, J. ; Koob, S. ; Schepers, P. ; Gravius, S. ; Wirtz, D.C. ; Burger, C. ; Pennekamp, P.H. ; Strauss, A.C.: Tumorprothesen in der endoprothetischen Revisionschirurgie der unteren Extremität – Ergebnisse von 25 Patienten nach Versorgung mit einem modularen Tumor- und Revisionssystem (MUTARS®). In: Zeitschrift fur Orthopadie und Unfallchirurgie 155 (2017), Nr. 1, S. 61–66
[2] Nottrott, M. ; Streitbürger, A. ; Höll, S. ; Gosheger, G. ; Hardes, J.: 9 Tumorendoprothetik. In: Krukemeyer, M. G.; Möllenhoff, G. (Hrsg.): Endoprothetik : Ein Leitfaden für den Praktiker. 3. Aufl. : De Gruyter, 2012, S. 203–221
[3] Calori, G.M. ; Mazza, E.L. ; Vaienti, L. ; Mazzola, S. ; Colombo, A. ; Gala, L. ; Colombo, M.: Reconstruction of patellar tendon following implantation of proximal tibia megaprosthesis for the treatment of post-traumatic septic bone defects. In: Injury 47 (2016), S77-S82
[4] Hardes, J. ; Ahrens, H. ; Gosheger, G. ; Nottrott, M. ; Dieckmann, R. ; Henrichs, M.-P. ; Streitbürger, A.: Komplikationsmanagement bei Megaprothesen. In: Der Unfallchirurg 117 (2014), Nr. 7, S. 607–613
[5] Hillmann, A. ; Ipach, I.: Tumorendoprothetik : Stellenwert in der modernen Revisionsendoprothetik. In: Der Orthopade 44 (2015), Nr. 5, S. 375–380
Contact: laura.pietz@tu-dresden.de
Technische Universität Dresden
Fakultät Maschinenwesen
Institut für Textilmaschinen und Textile Hochleistungswerkstofftechnik (ITM)
01062 Dresden
 Zielgeometrie bei Ablage einer 90°-Kurve; b) exemplarischer Verschnitt bei Umsetzung der Zielgeometrie mit herkömmlichen UD-Tapes; c) prozessbedingte Ablagefeh-ler (hier bspw. Gassen) bei exemplarischer FKV-Bauteilherstellung bei Nutzung herkömmli-cher UD-Tapes [16]")
")
")
")


 as granule (Source: ITA)")
 (Source: ITA)")
. Left: Bobbin. Right: Close-up of the yarn (Source: ITA)")
. Left: Bobbin. Right: Close-up of the yarn (Source: ITA)")
 in Granulatform (Quelle: ITA)")
 (Quelle: ITA)")
. Links: Spule. Rechts: Nahaufnahme des Garns (Quelle: ITA")
. Links: Spule. Rechts: Nahaufnahme des Garns (Quelle: ITA)")
; Durchführung der Zwirnversuche mit dem Chitinmultifilamentgarn auf einer Labor-Doppeldrahtzwirnmaschine (DIRECTWIST, AĞTEKS Ltd.) (Mitte); herge-stellte Gestrickprobe aus Chitingarn mit einem zusätzlichen Stützfaden (Viskose, schwarz) (rechts oben) und Leinwandgewebe aus reinem Chitingarn (rechts unten)")

 Aufnahmen der Multifilamentgarne CH-1 (A); lichtmik-roskopische Aufnahmen der Filamentquerschnitte CH-1 (70µm/148f, links) bzw. CH-3 (90µm/300f, rechts) an Schliffkörpern, Vergrößerung: 50x (B)")
 der Multifilamentgarne aus Chitin gelöst mit EMIMOPr (links); Vergleich der Zugfestigkeiten der Chitinmultifilamentgarne mit Chitosanfasern aus Essigsäure-basiertem Nassspinnpro-zess [11] und mittels IL (EMIMOAc) hergestellten Chitosanfilamentgarnen [12] (rechts)")

; Calcium-funktionalisiert nach Methode 1, Verweilzeit im CaCl2-haltigen Medium von 1 min (B); Calcium-funktionalisiert durch nachträgliche Verweilzeit im CaCl2-haltigen Medium von 24 h (C)")





 realisiert als vollständig gestrickter Handschuh mit 13 kapazitiven Drucksensoren")

 mit integriertem kapazitiven Dehnungs-Näherungssensor (DNS)")


 Skizze der Proben; B) Übertragungsverhalten; C) Drift und D) Hysterese mit Standardabweichung")


 Maschenbildung mit der neuen funktionalen Einrichtung; b) Grundstruktur mit fünf als Plattiermasche in jeder Maschenreihe gebundene Kettfäden sowie als Fanghenkel in jeder dritten und fünften Maschenreihe gebunden Kettfäden")
 oder in jeder dritten (unten) Ma-schenreihe für a) der Fanghenkel-Bindung und b) der Plattiermaschen-Bindung")
 als CAD-Modell und b) exemplarische Integration in eine Handflachstrickmaschine")

 als maschinenfallendes Flachgestrick mit 14 integrierten Kettmaschenfäden und b) passgenau auf Beinmodell")
 und abgeleitetes Konzept eines mehrgliedrigen Gelenkarms als aktiv verformbares 3D-FKV-Bauteil (b)")
 und der entwickelten Deformationsbereiche")
 und integral gefertigtes Textilhalbzeug (b)")
, nach Aktivierung des ersten (b) bzw. beider FGL-Drahtabschnitte (c) sowie Ergebnisse der jeweiligen thermographischen Untersuchungen")





")


 Detailierung der Rippen, gerichteter Faserverstärkung von der Schale in die Rippe")
 Demonstrator Schale mit komplexer Rippenanordnung (Rippenhöhe H im Bereich 5 – 20 mm)")
 und Endlosfilamentgarn GF/PP 50/50 Vol.% (2); (li.) resultierendes Schale/Rippe-Funktionsmuster FM1 mit in die Rippe geflossenen Fasern")
 Resultiertes Schale/Rippe-Funktionsmuster FM 1 mit Faseranbindung von der Schale in die Rippe, Schalenbereich endlosfaserverstärkt")
")
")


 und den Funktionsmustern (exemplarisch rechts: FM 3 kombiniert neu-artiger Kettfadenversatz mit Trenn- und Fügeeinrichtung)")
 mit endkonturgerechtem Gelege")

")
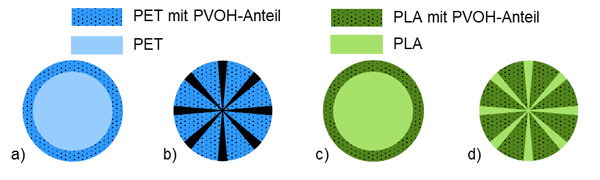
 core-shell aus PET und PET/PVOH, b) orange-pie aus PET und PET/PVOH, c) core-shell aus PLA und PLA/PVOH, b) orange-pie aus PLA und PLA/PVOH")

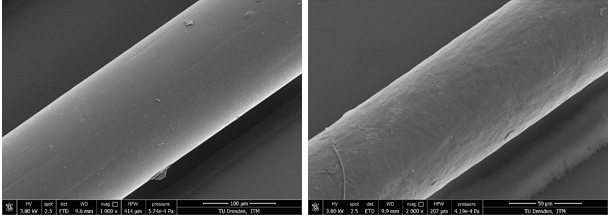
 vor dem Herauslösen des PVOH aus der Mantelkomponente, (rechts) nach dem Herauslösen des PVOH aus der Mantelkomponente")

; Zweilagiges, schlauchförmiges Gewebe aus Biko-Garn im Schussfaden und einem Polyestergarn in Kettfadenrichtung (rechts)")






 Schlauchfilter auf Stützkorb für Entstaubungsanlagen; b) Schematischer Querschnitt durch einen Schlauchfilter während der Filtration (links) und der Abreinigung (rechts); c) Schlauchfilter eingebaut in eine schematische Entstaubungsanlage.")


 TOPAS Pore Size Meter PSM 165 zur Messung der Porengrößenverteilung; b) FX 3300 LabAir zur Messung der Luftdurchlässigkeit von textilen Strukturen.")





 und neuartigen Umformeinrichtung (rechts) zur Fertigung von 3D-Netzgitterträgern")
 und Auswertung (rechts) des modifizierten Biegeversuchs nach RILEM RC5 (Spezifikation der Netzgitterträgergeometrie nach Breite – Winkel – Überlappung im Zugstrang bspw. 300 mm – 60 ° - 4 Rovings)")

