


SYSTEMATISCHE ÜBERSICHT UND ANALYSE DES AKUELLEN FORSCHUNGSSTANDS VON INTELLIGENTEN TEXTILIEN ZUR UNTERSTÜTZUNG DES MENSCHEN IM ALLTAG
Sensor Technology Smart Textiles Medicine
Abstract
Intelligente Textilien stehen an der Schwelle zu einem breiten Einsatz in verschiedenen Lebensbereichen. Die in dieser Arbeit untersuchten Studien verdeutlichen ihr Potenzial, insbesondere im Gesundheitswesen und der Rehabilitation. Diese Technologien haben das Potenzial, die Art und Weise zu verändern, wie wir Vitalparameter überwachen und auf gesundheitliche Herausforderungen reagieren. Zukünftige Forschungen sollten sich darauf konzentrieren, technologische Hürden wie Energieversorgung und Haltbarkeit zu überwinden.
Ein vielversprechender Ansatz ist die Entwicklung multifunktionaler Textilien, die nicht nur isolierte Anwendungen abdecken, sondern umfassende Lösungen für verschiedene Bedürfnisse bieten. Verbesserungen in der Materialwissenschaft könnten dazu beitragen, die Waschbarkeit und Langlebigkeit dieser Textilien weiter zu erhöhen. Zudem eröffnet die Standardisierung von Systemen neue Möglichkeiten für eine verbesserte Interoperabilität und breitere Akzeptanz.
Die Integration intelligenter Textilien in den Alltag könnte erhebliche Vorteile bringen – von der Entlastung des Gesundheitssystems bis hin zur Verbesserung sportlicher Leistungen. Um dieses Potenzial voll auszuschöpfen, sind gezielte Forschungs- und Entwicklungsanstrengungen erforderlich. Der Weg dorthin wird durch kontinuierliche Innovationen geebnet, die dazu beitragen können, intelligente Textilien als festen Bestandteil unseres täglichen Lebens zu etablieren.
Report
Abstract
Intelligente Textilien bieten ein vielversprechendes Potential, mit Anwendungen in Gesundheitswesen, Sportüberwachung und der Rehabilitation [GEE17; Edu17]. Diese Arbeit analysiert systematisch den aktuellen Forschungsstand, identifiziert Fortschritte und beleuchtet bestehende Herausforderungen. Basierend auf einer strukturierten Literaturrecherche der letzten 15 Jahre werden Entwicklungen in Sensorintegration, Energieversorgung und Benutzerakzeptanz untersucht. Die Ergebnisse zeigen Potential in der Gesundheitsüberwachung und Rehabilitation, während Einschränkungen in Messgenauigkeit, Haltbarkeit und Energieeffizienz bestehen. Zukünftige Forschung sollte sich vor Allem darauf fokussieren die Funktionalität der Produkte zu verbessern, bestehende technologischen Lücken zu schließen, sowie die Benutzerfreundlichkeit, Haltbarkeit und Ästhetik zu verbessern.
Einleitung
In intelligenten Textilien werden textile Materialien mit elektronischen Komponenten und Sensorik kombiniert, um physiologische Parameter kontinuierlich zu erfassen und auszuwerten [MH17;Che17]. In der folgenden Abbildung 1 ist eine allgemeine Systemarchitektur für intelligente Textilien dargestellt.
s. Abbildung 1: Allgemeine Systemarchitektur für intelligente Textilien
Diese interdisziplinären Technologien bieten Potenziale zur Verbesserung der Lebensqualität und der Gesundheitsversorgung, indem sie beispielsweise körperliche Aktivitäten oder Vitalparameter erfassen und auswerten [GEE17; Edu17; TCB+19]. Trotz des Fortschritts gibt es Herausforderungen in Bezug auf Messgenauigkeit, Benutzerfreundlichkeit, Waschbarkeit und langfristige Haltbarkeit [NSW16; Rao19].
Es gibt ein wachsendes Interesse an der Forschung zur Unterstützung der täglichen Aktivitäten des Menschen durch smarte tragbare Geräte. Ziel dieser Forschung ist es, die Belastung durch Behinderungen zu minimieren, das Auftreten chronischer Krankheiten zu reduzieren oder zu verhindern und die täglichen Aktivitäten sowie die sportliche Leistung des Menschen zu verbessern oder zu korrigieren [NSW16; Rao19].
Obwohl es Berichte über eine steigende Nachfrage nach smarten Wearables gibt, ist die Annahme und Verbreitung dieser Technologien relativ gering [ANH+18; Sul15]. Fast die Hälfte der Nutzer hört innerhalb der ersten sechs Monate auf, ihre Geräte zu verwenden, da sie möglicherweise nicht die von tragbaren Geräten versprochenen Vorteile erhalten [CA17; MJ17]. Deshalb ist ein tieferes Verständnis der Probleme und Herausforderungen von intelligenten tragbaren Geräten von entscheidender Bedeutung.
Indem der aktuelle Stand der Technik intelligenter Textilien systematisch zu analysiert wird, um und Potenziale sowie Einschränkungen aufzuzeigen, wird die Basis für tiefergehende Forschungsansätze geschaffen. Hierzu wurden 182 Primärstudien untersucht, die sich mit verschiedenen Aspekten intelligenter Textilien befassen, darunter Materialentwicklung, Energieversorgung und Sensorintegration.
Material und Methoden
Der methodische Ansatz basiert auf einer systematischen Literaturrecherche (SLR), um eine umfassende Analyse des aktuellen Forschungsstands zu gewährleisten. Dazu werden wissenschaftliche Publikationen aus den Datenbanken Web of Science, Scopus und IEEE ausgewertet. Die SLR-Methode wird in Anlehnung an Hanafizadeh et al. [HKK14] angewendet, um eine transparente und nachvollziehbare Vorgehensweise sicherzustellen. Ein zentraler Bestandteil dieses Ansatzes ist die Erstellung eines Review-Protokolls, das die Formulierung der Forschungsfrage, die Definition relevanter Suchbegriffe sowie die Auswahl- und Ausschlusskriterien der Studien regelt. In der folgenden Abbildung 2 ist ein solches Review-Protokoll dargestellt.
s. Abbildung 2: Review-Protokoll zur Durchführung der systematischen Literaturrecherche
Um eine umfassende Abdeckung des Forschungsstandes zu gewährleisten, wurde ein zweistufiger Suchprozess angewendet. Hierfür wurde die Suchstrategie von Busalim und Hussin verwendet [BH16]. Hierzu erfolgt zunächst eine automatische Suche mit gezielten Schlüsselwörtern wie "smart textiles", "wearable technology" und "sensor integration". Anschließend wird eine manuelle Vorwärts- und Rückwärtssuche nach Webster und Watson [Web02] durchgeführt, um relevante Literatur zu identifizieren, die nicht direkt durch die Schlüsselwortsuche erfasst werden.
Die Auswahl der Studien erfolgt nach klar definierten Kriterien. Berücksichtigt werden Arbeiten aus den letzten 15 Jahren, die empirische oder experimentelle Untersuchungen zu intelligenten Textilien enthalten. Ausschlusskriterien sind unter anderem theoretische Abhandlungen ohne praktische Anwendung oder Studien mit weniger als vier Seiten.
Die Analyse erfolgt anhand zentraler Bewertungskategorien, darunter Messgenauigkeit, Umweltfreundlichkeit, Benutzerfreundlichkeit, Haltbarkeit und Sicherheit. Die Daten werden systematisch extrahiert und in einer Excel-Datenbank kategorisiert, um eine vergleichende Analyse der untersuchten Technologien zu ermöglichen.
Ergebnisse
Die Analyse der 182 ausgewählten Studien zeigt signifikante Fortschritte intelligenter Textilien in verschiedenen Anwendungsbereichen. Besonders hervorzuheben sind Entwicklungen zur Überwachung des ganzen Körpers mittels eines universellen Ganzkörper-Motion-Capture-Systems [AGC21], einem intelligenten Kleidungsstück zur Unterstützung bei physiotherapeutischen Übungen [EKO+20], sowie ein multifunktionales E-Textil für Bewegungsüberwachung und Temperaturkontrolle [TFL+22].
In der Gesundheitsüberwachung ermöglichen textile Sensoren eine kontinuierliche Erfassung von Vitalparametern wie Atmung während verschiedener Aktivitäten wie Radfahren und Laufen [MDB+20; MCO+10]. Intelligente Textilien mit integrierten Elektroden zeigen vielversprechende Ergebnisse bei der präzisen Messung von EKG-Signalen. Beispielsweise wurde ein intelligentes Kleidungsstück entwickelt, das textile EKG-Trockenelektroden integriert, um genaue Herzsignale zu erfassen [LHS+22].
Eine vollständig textile Ärmelhülle mit integrierten textilen Elektroden wurde entwickelt, um EMG-Signale aufzuzeichnen und die Steuerung von myoelektrischen Prothesen zu verbessern. Diese Technologie zielt darauf ab, die Funktionalität von Hilfsmitteln für Personen mit Mobilitätseinschränkungen zu erhöhen [ASJ+22].
Im Bereich der Rehabilitation unterstützen intelligente Textilien Patienten bei der Wiederherstellung motorischer Fähigkeiten durch biomechanische Rückmeldungen und sensorbasierte Bewegungsanalysen [TTB+22].
Im Sportbereich zeigen intelligente Textilien durch die Integration von Bewegungssensoren und Muskelaktivitätsmessungen Potenzial zur Leistungsüberwachung. Beispielsweise wurde ein kapazitiver Textilsensor in Schuhsohlen integriert, um Kniegelenkswinkel während verschiedener Gehgeschwindigkeiten zu schätzen [CKM21]. Außerdem ermöglichen gestrickte Dehnungssensoren an Strumpfhosen die Erkennung von Kniebewegungsmustern, was zur Analyse sportlicher Aktivitäten beitragen kann [LMR19].
Trotz dieser Fortschritte bestehen weiterhin Herausforderungen in Bezug auf Energieversorgung, Haltbarkeit und Waschbarkeit. Eine stärkere Standardisierung und Kompatibilität der Systeme ist erforderlich, um eine breitere Akzeptanz zu erreichen [WBT+17; JGC+20].
Diskussion
Die Untersuchung der 182 Studien verdeutlicht das Potenzial intelligenter Textilien in verschiedenen Anwendungsbereichen. Besonders im Gesundheitswesen und in der Rehabilitation zeigen diese Technologien vielversprechende Ansätze zur Überwachung von Vitalparametern wie Herzfrequenz, Atmung und Körpertemperatur. Diese kontinuierliche Erfassung bietet nicht nur die Möglichkeit zur Frühdiagnose von Krankheiten, sondern auch zum effektiven Monitoring chronischer Erkrankungen. Die Integration von Sensoren in Textilien ermöglicht eine präzise Messung biophysikalischer Signale, was für die medizinische Überwachung entscheidend ist.
Im Bereich der Rehabilitation bieten intelligente Textilien Unterstützung bei der Wiederherstellung motorischer Fähigkeiten durch biomechanische Rückmeldungen und sensorbasierte Bewegungsanalysen. Tragbare Exoskelette mit textilen Sensoren könnten zukünftig physiotherapeutische Maßnahmen erheblich verbessern.
Trotz dieser Fortschritte bestehen jedoch weiterhin Herausforderungen. Die Energieversorgung bleibt ein kritischer Punkt, da viele Systeme noch nicht autark genug sind und regelmäßig aufgeladen werden müssen. Dies schränkt ihre Einsatzmöglichkeiten im Alltag ein. Ebenso ist die Haltbarkeit ein wesentlicher Faktor, insbesondere hinsichtlich der Waschbarkeit der Textilien. Eine verbesserte Materialauswahl könnte hier Abhilfe schaffen.
Ein weiterer Aspekt ist die Standardisierung innerhalb der Branche. Die Vielzahl an verfügbaren Systemen führt zu Kompatibilitätsproblemen, die eine breitere Akzeptanz behindern könnten. Um dies zu adressieren, sollten zukünftige Forschungsanstrengungen darauf abzielen, gemeinsame Standards zu entwickeln, die Interoperabilität gewährleisten.
Insgesamt zeigt sich, dass trotz bestehender Herausforderungen intelligente Textilien bereits jetzt wertvolle Unterstützung im Sport- und Gesundheitsbereich bieten können. Zukünftige Entwicklungen sollten sich darauf konzentrieren, diese Technologien weiter zu optimieren und ihre Alltagstauglichkeit zu erhöhen.
Danksagung
Der Autor bedankt sich bei der RWTH Aachen University sowie den betreuenden Dozenten für die Unterstützung und Anleitung während dieser Arbeit. Ein besonderer Dank gilt den Forschungseinrichtungen und Autoren, deren Studien zur Erstellung dieser Arbeit beigetragen haben.
Litteratrices
[AGC+21]
Ancans, A.; Greitans, M.; Cacurs, R.; Banga, B.; Rozentals, A.:
Wearable Sensor Clothing for Body Movement Measurement during Physical Activities in Healthcare
Sensors (Basel, Switzerland) Band:21 (2021) H. 6
[ANH+18]
Adapa, A.; Nah, F. F.-H.; Hall, R. H.; Siau, K.; Smith, S. N.:
Factors Influencing the Adoption of Smart Wearable Devices
International Journal of Human–Computer Interaction Band:34 (2018) H. 5, S. 399–409
[ASJ+22]
Alizadeh-Meghrazi, M.; Sidhu, G.; Jain, S.; Stone, M.; Eskandarian, L.; Toossi, A.; Popovic, M. R.:
A Mass-Producible Washable Smart Garment with Embedded Textile EMG Electrodes for Control of Myoelectric Prostheses: A Pilot Study Sensors (Basel, Switzerland) Band:22 (2022) H. 2
[BH16]
Busalim, A. H.; Hussin, A. R.: Understanding social commerce:
A systematic literature review and direc-tions for further research
International Journal of Information Management Band:36 (2016) H. 6, S. 1075–1088
[CA17]
Canhoto, A. I.; Arp, S.:
Exploring the factors that support adoption and sustained use of health and fitness wearables
Journal of Marketing Management Band:33 (2017) 1-2, S. 32–60
[Che17]
Chen Zou, Yajie Qin, Chenglu Sun, Wei Li, Wei Chen:
Motion artifact removal based on periodical property for ECG monitoring with wearable systems (2017)
[CKM21]
Chhoeum, V.; Kim, Y.; Min, S.-D.:
Estimation of Knee Joint Angle Using Textile Capacitive Sensor and Artifi-cial Neural Network Implementing with Three Shoe Types at Two Gait Speeds: A Preliminary Investigation
Sensors (Basel, Switzerland) Band:21 (2021) H. 16
[EKO+20]
Eizentals, P.; Katashev, A.; Oks, A.; Semjonova, G.:
Smart shirt system for compensatory movement retraining assistance: feasibility study
Health and Technology Band:10 (2020) H. 4, S. 861–874
[HKK14]
Hanafizadeh, P.; Keating, B. W.; Khedmatgozar, H. R.:
A systematic review of Internet banking adoption
Telematics and Informatics Band:31 (2014) H. 3, S. 492–510
[Rad16]
RadioSurfVet:
RadioSurfVet - www, 2016, URL: https://vetsuisse.com/vetiml/
lernmodule/htmls/slide.html?radiosurfvet|radgeneral|sonography|son
obasics|2, Zugriff am 21.02.2023
[TMW+18]
Tang, X., Mones, Z., Wang, X., Gu, F.; Ball, A.:
A Review on Energy Harvesting Supplying Wireless Sensor Nodes for
Machine Condition Monitoring.
In Ma, Xiandong. Improving productivity through automation and computing.
Aufl. Piscataway, NJ: IEEE, 2018, S. 1–6
[Edu17]
Eduardo Lupiani, Jose M. Juarez, Jose Palma, Roque Marin:
Monitoring Elderly People at Home with Temporal Case-Based Reasoning (2017)
[Gee17]
Gayathri, K. S.; Easwarakumar, K. S.; Elias, S.:
Probabilistic ontology based activity recognition in smart homes using Markov Logic Network Knowledge-Based Systems
Band:121 (2017), S. 173–184
[JGC+20]
Jin, Y.; Glover, C. M.; Cho, H.; Araromi, O. A.; Graule, M. A.; Li, N.; Wood, R. J.; Walsh, C. J.: Soft Sensing Shirt for Shoulder Kinematics Estimation:
2020 IEEE International Conference on Robotics and Automation (ICRA), Paris, France, 2020/5/31 - 2020/8/31: IEEE, 2020
[LHS+22]
Lee, S.-Y.; Hung, Y.-W.; Su, P.-H.; Lee, I.-P.; Chen, J.-Y.:
Biosignal Monitoring Clothing System for the Acquisition of ECG and Respiratory Signals
IEEE Access Band:10 (2022), S. 66083–66097
[LMR19]
Li, Y.; Miao, X.; Raji, R. K.:
Flexible knitted sensing device for identifying knee joint motion patterns
Smart Materials and Structures Band:28 (2019) H. 11, S. 115042
[MCO+10]
Mitchell, E.; Coyle, S.; O'Connor, N. E.; Diamond, D.; Ward, T.:
Breathing Feedback System with Wearable Textile Sensors:
2010 International Conference on Body Sensor Networks, Singapore, Singapore, 2010/6/7 - 2010/6/9: IEEE, 2010
[MDB+20]
Massaroni, C.; Di Tocco, J.; Bravi, M.; Carnevale, A.; Lo Presti, D.; Sab badini, R.; Miccinilli, S.; Sterzi, S.; Formica, D.; Schena, E.:
Respiratory Monitoring During Physical Activities With a Multi-Sensor Smart Garment and Related Algorithms
IEEE Sensors Journal Band:20 (2020) H. 4, S. 2173–2180
[MH17]
Michael, B.; Howard, M.:
Activity recognition with wearable sensors on loose clothing
PloS one Band:12 (2017) H. 10, e0184642
[MJ17]
Marakhimov, A.; Joo, J.:
Consumer adaptation and infusion of wearable devices for healthcare
Computers in Human Behavior Band:76 (2017), S. 135–148
[NSW16]
Noor, M. H.; Salcic, Z.; Wang, K. I.-K.:
Enhancing ontological reasoning with uncertainty handling for activity recognition
Knowledge-Based Systems Band:114 (2016), S. 47–60
[Rao19]
Rao, A. K.:
Wearable Sensor Technology to Measure Physical Activity (PA) in the Elderly Current Geriatrics Reports Band:8 (2019) H. 1, S. 55–66
[Sul15]
Sultan, N.:
Reflective thoughts on the potential and challenges of wearable 75 technology for healthcare provision and medical education
International Journal of Information Management Band:35 (2015) H. 5, S. 521–526
[TCB+19]
Talukder, M. S.; Chiong, R.; Bao, Y.; Hayat Malik, B.:
Acceptance and use predictors of fitness wearable technology and inten-tion to recommend Industrial Management & Data Systems
Band:119 (2019) H. 1, S. 170–188
[TFL+22]
Tian, B.; Fang, Y.; Liang, J.; Zheng, K.; Guo, P.; Zhang, X.; Wu, Y.; Liu, Q.; Huang, Z.; Cao, C.; Wu, W.:
Fully Printed Stretchable and Multifunctional E-Textiles for Aesthetic Wearable Electronic Systems
Small (Weinheim an der Bergstrasse, Germany) Band:18 (2022) H. 13, e2107298
[TTB+22]
Tedesco, S.; Torre, O. M.; Belcastro, M.; Torchia, P.; Alfieri, D.; Khokhlova, L.; Komaris, S. D.; O'flynn, B.:
Design of a Multi-Sensors Wearable Platform for Remote Monitoring of Knee Rehabilitation
IEEE Access Band:10 (2022), S. 98309–98328
[WBT+17]
Wang, Q.; Baets, L. de; Timmermans, A.; Chen, W.; Giacolini, L.; Matheve, T.; Markopoulos, P.:
Motor Control Training for the Shoulder with Smart Garments
Sensors (Basel, Switzerland) Band:17 (2017) H. 7
[Web02]
Webster, W.:
Analyzing the Past to Prepare for the Future: Writing a Literature Review (2002)
Contact: robin.oberle@ita.rwth-aachen.de
RWTH Aachen – Institut für Textiltechnik der RWTH Aachen University (Germany), Otto-Blumenthal-Str. 1, 52074 Aachen
More entries from ITA Institut für Textiltechnik der RWTH Aachen University


 realisiert als vollständig gestrickter Handschuh mit 13 kapazitiven Drucksensoren")

 mit integriertem kapazitiven Dehnungs-Näherungssensor (DNS)")


 Skizze der Proben; B) Übertragungsverhalten; C) Drift und D) Hysterese mit Standardabweichung")


 Maschenbildung mit der neuen funktionalen Einrichtung; b) Grundstruktur mit fünf als Plattiermasche in jeder Maschenreihe gebundene Kettfäden sowie als Fanghenkel in jeder dritten und fünften Maschenreihe gebunden Kettfäden")
 oder in jeder dritten (unten) Ma-schenreihe für a) der Fanghenkel-Bindung und b) der Plattiermaschen-Bindung")
 als CAD-Modell und b) exemplarische Integration in eine Handflachstrickmaschine")

 als maschinenfallendes Flachgestrick mit 14 integrierten Kettmaschenfäden und b) passgenau auf Beinmodell")
 und abgeleitetes Konzept eines mehrgliedrigen Gelenkarms als aktiv verformbares 3D-FKV-Bauteil (b)")
 und der entwickelten Deformationsbereiche")
 und integral gefertigtes Textilhalbzeug (b)")
, nach Aktivierung des ersten (b) bzw. beider FGL-Drahtabschnitte (c) sowie Ergebnisse der jeweiligen thermographischen Untersuchungen")





")


 Detailierung der Rippen, gerichteter Faserverstärkung von der Schale in die Rippe")
 Demonstrator Schale mit komplexer Rippenanordnung (Rippenhöhe H im Bereich 5 – 20 mm)")
 und Endlosfilamentgarn GF/PP 50/50 Vol.% (2); (li.) resultierendes Schale/Rippe-Funktionsmuster FM1 mit in die Rippe geflossenen Fasern")
 Resultiertes Schale/Rippe-Funktionsmuster FM 1 mit Faseranbindung von der Schale in die Rippe, Schalenbereich endlosfaserverstärkt")
")
")


 und den Funktionsmustern (exemplarisch rechts: FM 3 kombiniert neu-artiger Kettfadenversatz mit Trenn- und Fügeeinrichtung)")
 mit endkonturgerechtem Gelege")

")
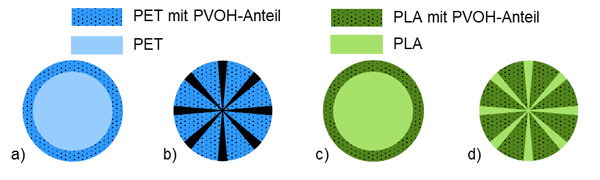
 core-shell aus PET und PET/PVOH, b) orange-pie aus PET und PET/PVOH, c) core-shell aus PLA und PLA/PVOH, b) orange-pie aus PLA und PLA/PVOH")

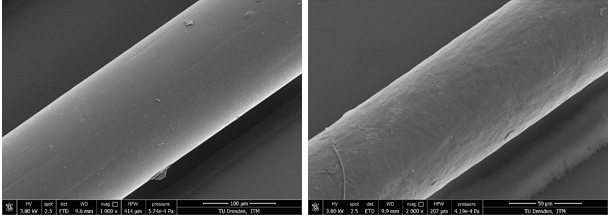
 vor dem Herauslösen des PVOH aus der Mantelkomponente, (rechts) nach dem Herauslösen des PVOH aus der Mantelkomponente")

; Zweilagiges, schlauchförmiges Gewebe aus Biko-Garn im Schussfaden und einem Polyestergarn in Kettfadenrichtung (rechts)")






 Schlauchfilter auf Stützkorb für Entstaubungsanlagen; b) Schematischer Querschnitt durch einen Schlauchfilter während der Filtration (links) und der Abreinigung (rechts); c) Schlauchfilter eingebaut in eine schematische Entstaubungsanlage.")


 TOPAS Pore Size Meter PSM 165 zur Messung der Porengrößenverteilung; b) FX 3300 LabAir zur Messung der Luftdurchlässigkeit von textilen Strukturen.")





 und neuartigen Umformeinrichtung (rechts) zur Fertigung von 3D-Netzgitterträgern")
 und Auswertung (rechts) des modifizierten Biegeversuchs nach RILEM RC5 (Spezifikation der Netzgitterträgergeometrie nach Breite – Winkel – Überlappung im Zugstrang bspw. 300 mm – 60 ° - 4 Rovings)")






 der Vereinten Nationen (Quelle: Vereinte Nationen)")
")
")
")







")






 und Tabelle 3: Mittlerer Effekt auf Zielgrößen (Faktorieller Versuchsplan)")
")
")
