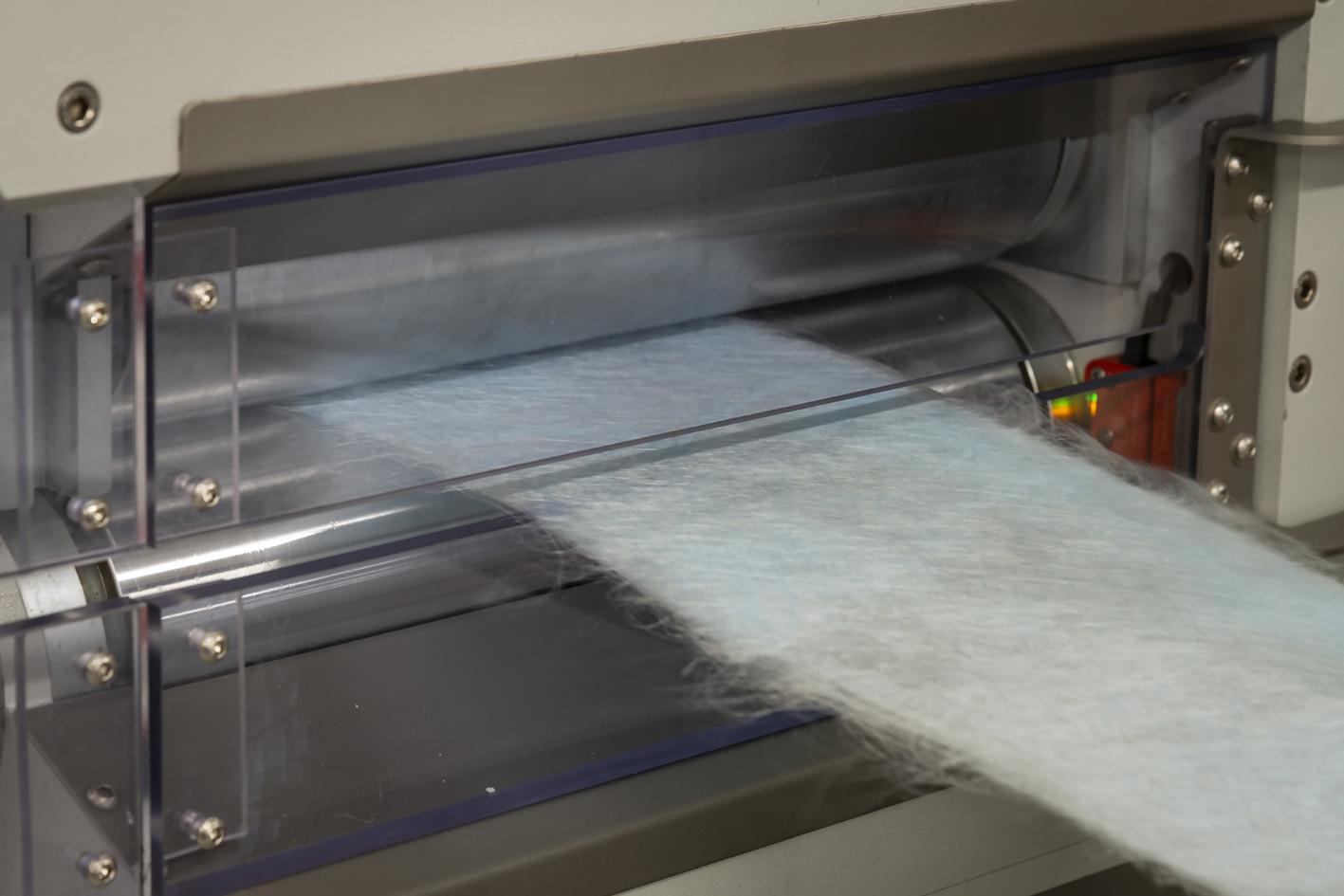





FET at INDEX 2020 with new lab-scale spunbond system
The UK’s Fibre Extrusion Technology (FET) will introduce its new lab-scale spunbond system at the forthcoming INDEX 2020 nonwovens exhibition taking place in Geneva, Switzerland, from October 19-22.
The new spunbond range provides unprecedented opportunities for the scaled development of new nonwoven fabrics based on a wide range of fibres and polymers, including bicomponents.
FET has already supplied one of these new spunbond lines to University of Leeds in the UK, and a second, in combination with a metlblown line, to the University of Erlangen-Nuremberg in Germany.
“Our new spunbond technology is unique in providing the ability to process a wide range of polymers, including those normally not considered appropriate for the spunbond process, at the scale required to fully explore material combinations and bring new products to market,” says FET Managing Director Richard Slack. “FET has built on its melt spinning expertise to develop a true laboratory scale spunbond system.”
FET / AWOL Media