

Swiss Textile Machinery: Top Technology for Nonwovens
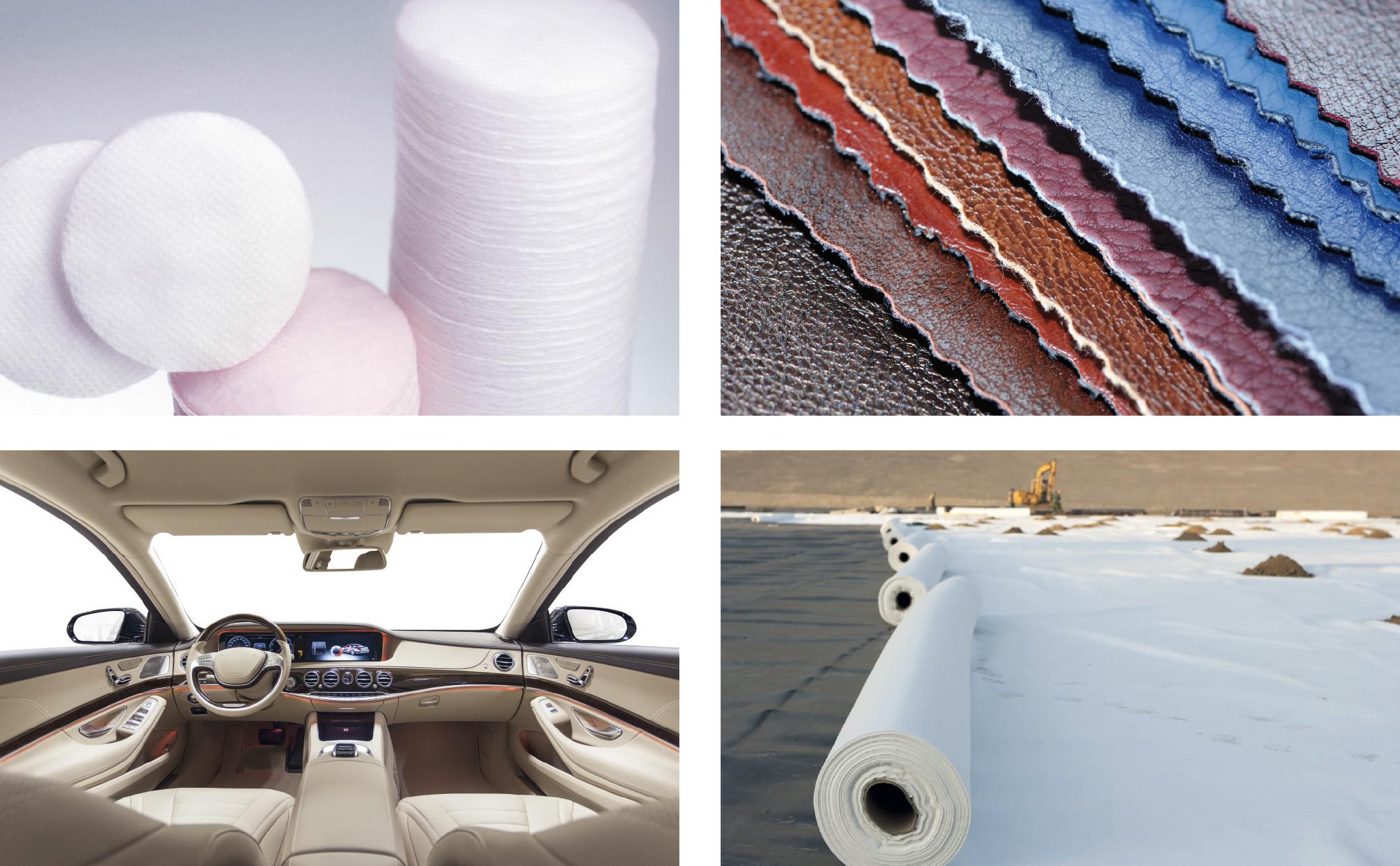
Originally conceived as a low-cost, high-volume alternative to knitting and weaving, nonwovens was already expanding its market boundaries by the 1970s with new applications in ‘disposables’ such as diapers, hygiene and teabags.
In the past five decades, the nonwovens business has exploded in all directions, reaching a global market worth USD 40.5 billion in 2020, projected to grow to USD 53.5 billion by 2025. This annual growth rate of 5.7% (MarketsandMarkets, Nonwoven Fabric Market Report) is based on countless new applications and expansion into durable, as well as additional disposable, products.
Major growth drivers include the hygiene sector, and filtration media for power plants and air conditioning systems. Especially during the peak of the COVID pandemic in 2020 and 2021, demand in the hygiene sector multiplied. Worldwide capacities for both meltblown and spunlace production rocketed compared to a normal business year. Swiss Autefa Solutions, for example, significantly benefited from this trend, notably with the launch of a fully-automatic machine for producing face masks.
The automotive industry is the second big growth area, with many new applications being pioneered. The trend to electric and hybrid vehicles has helped this, as nonwovens reinforced with carbon fibres are widely used as battery housings.
Swiss nonwovens competence
Innovative applications across all sectors have driven the rapid evolution of sophisticated nonwovens machinery. Today’s trends demand higher productivity, sustainability and Industry 4.0 compatibility – demonstrated by the full equipment portfolio of Swiss Textile Machinery member Autefa Solutions. With V-Jet Futura, the company recently sealed the link in its product range between web forming and drying technology. This latest Hydroentanglement Machine, together with the SQ-V Square Drum Dryer, embodies advanced technology combined with significant reductions in energy consumption compared to other process solutions.
A vital contribution to nonwovens production is offered by Rieter subsidiary Graf, a leading supplier of clothing and combs for carding and combing processes in spinning and nonwovens. Graf's Hipro card clothings – suitable for any man-made fibres in the nonwovens sector – are focussing on higher productivity. Their superior performance delivers up to 10% higher throughput and greater carding efficiency compared to conventional clothings. These reliable card clothing elements also ensure a consistently reproducible high web quality, as well as 20% fewer failures in the web, thanks to the precise fibre transfer to and from the cylinder.
Another constant trend in nonwovens today is the drive for better quality. Manufacturers want to take charge of contamination levels in their processes, as well as eradicating defects which may arise during production. Uster Technologies, a leading provider of quality management solutions from fibre to fabric, offers a combined solution to achieve both these required quality standards. At the fibre preparation stage, Uster Jossi Vision Shield N ensures the best possible initial inspection and removal of contamination. Then, at the end of the production sequence, Uster EVS Fabriq Vision N handles automated detection and marking of all the main defects caused during production. This combined solution avoids material waste and takes full advantage of the potential for process optimization.
Swiss Textile Machinery Association