Monforts: Launch of coaTTex at Techtextil 2024
At the upcoming Techtextil show for technical textiles, which will take place in Frankfurt from April 23-25, Monforts will launch its new coaTTex coating unit dedicated to air knife and knife-over-roller coating.
For single-sided application with paste or foam, the versatile coaTTex is suitable for both incorporation into existing finishing ranges as well as installation with new Monforts lines, notably the Montex stenter systems.
A wide range of coatings can be applied to fabrics for providing functions such as waterproofing, liquid and gas protection and breathability, in addition to foam lamination and coating, including black-out coating.
The considerable technical textile end-use applications envisaged for the coaTTex range from window blinds to abrasive cloths and from airbags to sails.
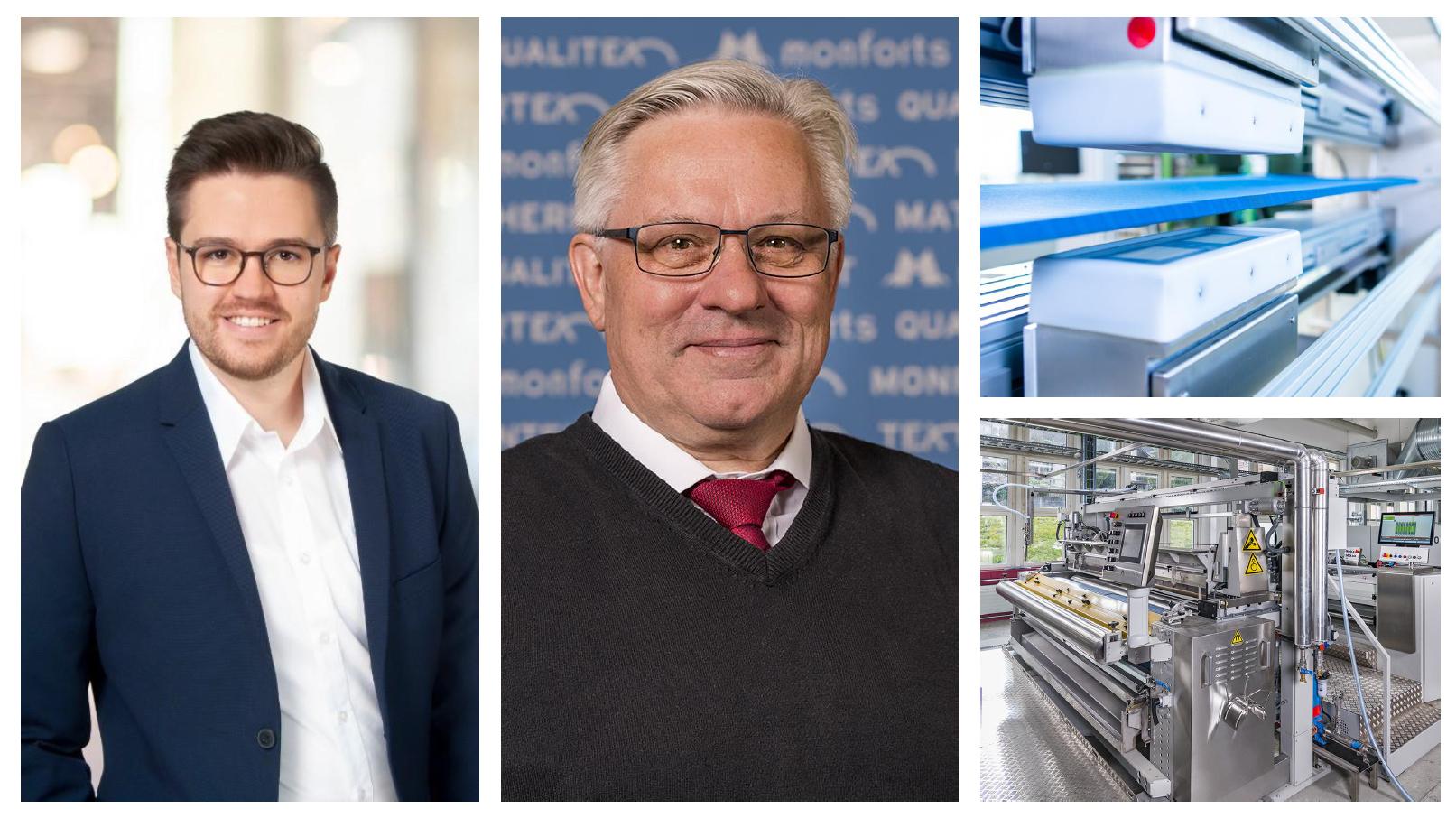
With an operational speed of up to 40 metres per minute, coaTTex units are available in nominal widths of between 1800mm to 3600mm and their robust construction is characterised by a rotating beam for the fixation of up to three different knife executions.
Central adjustment of both the horizontal and vertical position of the beam, and also of the knife angle, enables easy adaptation to new projects and automatic tension control guarantees high quality production. In addition, the cleaning blade for the coating roller is pneumatically controlled, as is the lifting of the beam at seams and clamping during fabric standstill.
Monforts A. Monforts Textilmaschinen GmbH & Co. KG Techtextil coaTTex coating line
A. Monforts Textilmaschinen GmbH & Co. KG