07.12.2018 

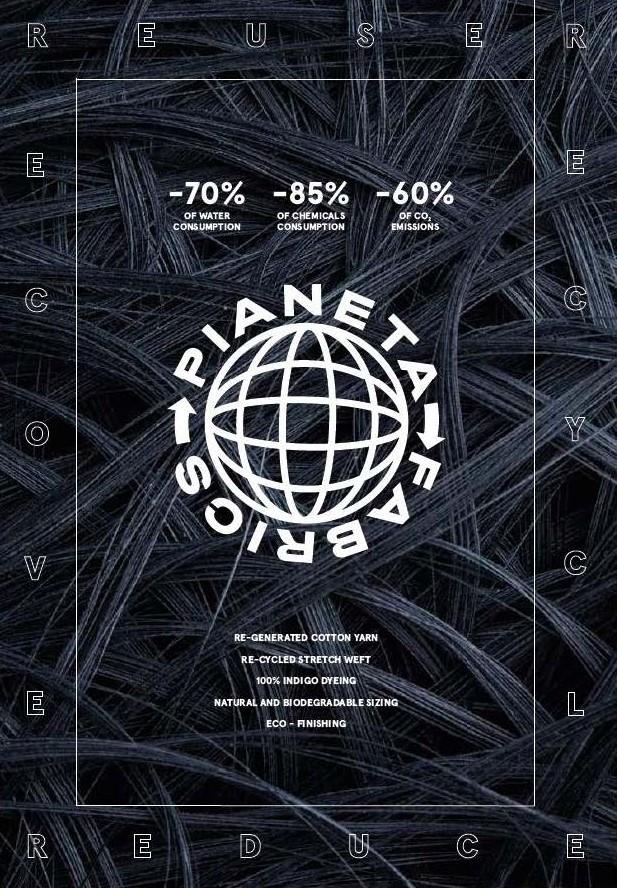
BERTO in collaboration with BLACKHORSE LANE, EVEREST and MARCHI & FILDI presents “PIANETA”, its NEW CIRCULAR DENIM
After the second day of Denim by Premiere Vision, ECO - Collaboration between companies of the EUROPEAN DENIM VALUE CHAIN was celebrated. In order to celebrate this Premium-SUSTAINABLE DENIM FABRIC, Berto teamed up with:
- BLACKHORSE LANE, maker and seller of ready-to-wear selvedge & organic raw denim jeans in London, with a focus on sustainability, community and unmatched quality;
- EVEREST, Italian company which offers an innovative sustainable range of textile treatments for the fashion industry;
- MARCHI&FILDI, spinning group located in North-Italy focused on innovation and sustainability, producer of the ECOTEC® yarns, with huge reductions on environmental impact; up to 78% in water, 56% in CO2 emissions and energy consumption. The same technology is used to produce yarns for Berto.
These companies collaborated on this exclusive project where the yarn is made through ECOTEC® System by MARCHI&FILDI, the fabric is made by BERTO, the garments are designed and made by BLACKHORSE LANE and finally washed by EVEREST.
Source:
GB Network Marketing & Communication