DiloGroup at INDEX
After a long break, the international nonwovens industry will meet again in Geneva, Switzerland, from October 19 to 22, 2021 on the occasion of INDEX. DiloGroup offers tailormade production systems from one supplier and will inform about its portfolio and the latest equipment developments from fibre opening to the finished felt.
A new, simplified elliptical needle beam drive makes Hyperpunch technology also attractive for standard application. Hyperpunch HαV allows a more uniform stitch distribution in the preneedling process especially in combination with the new needle pattern 6000X. In a complete needling line this felt homogenization process can be improved further by using the new needle pattern 8000X which is a milestone in the needle pattern development process and results in endproduct surfaces with low markings over a wide range of advances/stroke.
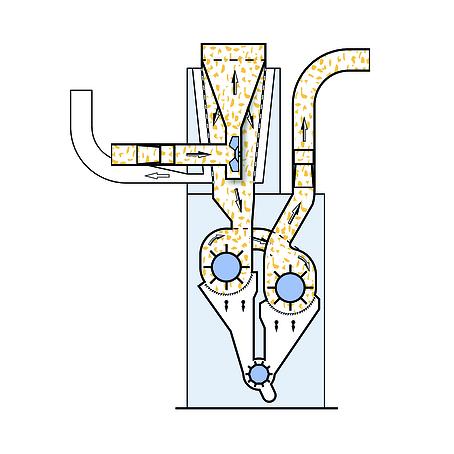
The “3D-Lofter” which was first presented during ITMA 2019 in Barcelona offers a wider range of nonwovens applications by exploring the third dimension. A series of single web forming units which work according to the aerodynamic web forming principle deliver defined fibre masses in varied patterns on a base needlefelt. A stress oriented production of technical formed parts resulting in fibre savings or patterned DI-LOUR or DI-LOOP felts are two examples for this technology which explores new application areas for needlefelts The 3D-Lofter technology may also be used “inverted” for filling up bad spots in web mats and thus achieves a better homogeneity of e. g. spunlace, thermobond or airlay products.
The DiloLine 4.0 concept offer I4.0 modules which not only support the user but also facilitate quality control and maintenance by a maximum data transparency in production and control of operation. The Dilo solutions “Smart Start” for a fully automatic start of the production line or “DI-LOWATT” for energy savings are accompanied by Siemens solutions which can be selected via App or Data Cloud “MindSphere”.
Apart from machines for needling technology we offer in cooperation with partner companies also production lines including thermobonding and hydroentangling components.