


Monforts: Solid Success at ITMA 2023
Finishing machinery specialist Monforts has secured a number of major orders from textile manufacturers in Central and South America recently, and was pleased to welcome a high number of visitors from the region to its stand at ITMA 2023 in Milan from June 8-14.
Among new orders are those for three Montex stenters delivered to the AustralTex Group in Argentina and a further Montex range to denim manufacturer CIT in Brazil. Guatemala’s Global Textiles placed an order for its second Montex stenter, while Mexico’s Zentrix ordered its third and Avante, also in Mexico, has opted for its sixth.
Elsewhere, orders have also been placed for the delivery of three new Montex stenters to one of Pakistan’s major corporations, as well as a new Thermex dyeing range to nonwovens manaufacturer Orsa in Italy. Further orders – both for new machines and retrofit modules – are now anticipated following ITMA 2023, which attracted over 111,000 visitors to Milan.
“Visitor footfall at ITMA 2023 was well beyond the company’s expectations, and we were especially pleased at the constant number of visitors from South American companies, as well as from Asia and Europe,” said Monforts Marketing Manager Nicole Croonenbroek. “We were able to provide them with detailed information about our portfolio of machines and technologies digitally and fielded an unprecedented number of serious enquiries, many of which promise to turn into new business.”
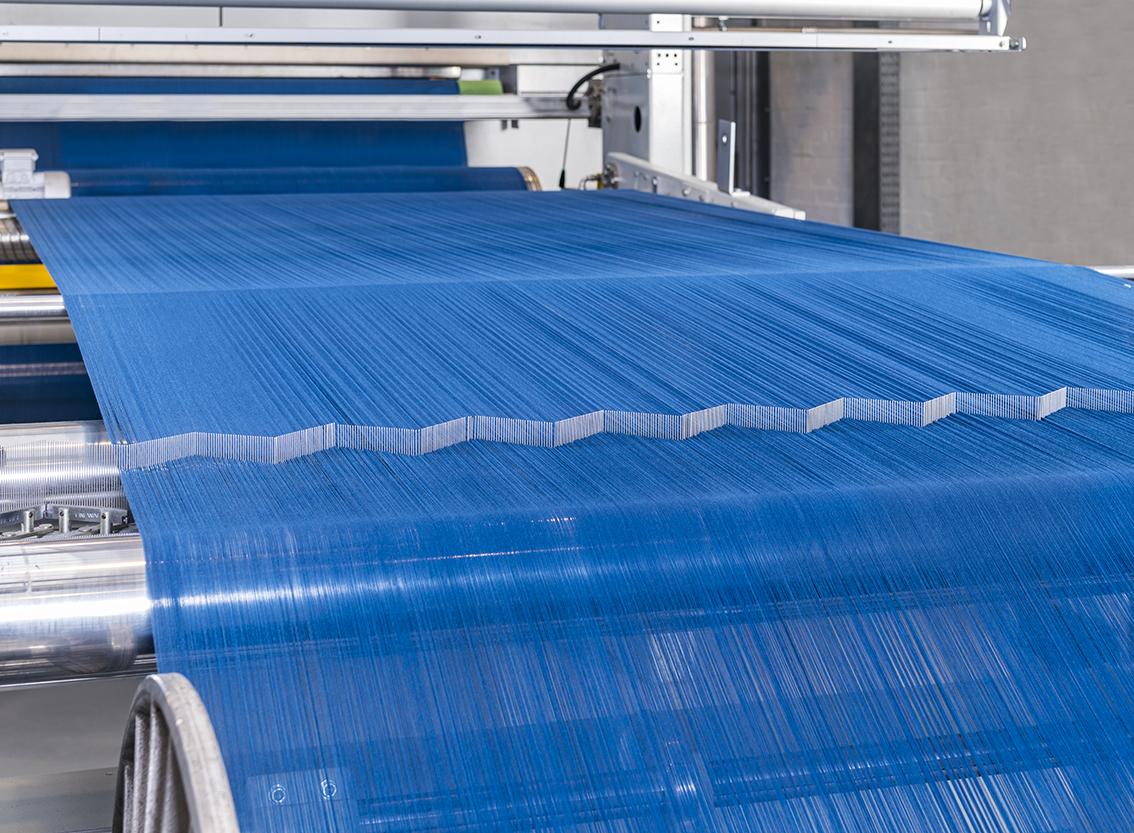
Monforts Montex stenters for processes such as drying, stretching, heat-setting and coating, she added, are already the industry standard for the fabric finishing industry, providing a number of advantages in terms of production throughput and especially in energy efficiency and resource savings. Other key technologies in the Monforts portfolio include relaxation dryers, Thermex dyeing ranges and Monfortex compressive shrinking ranges.
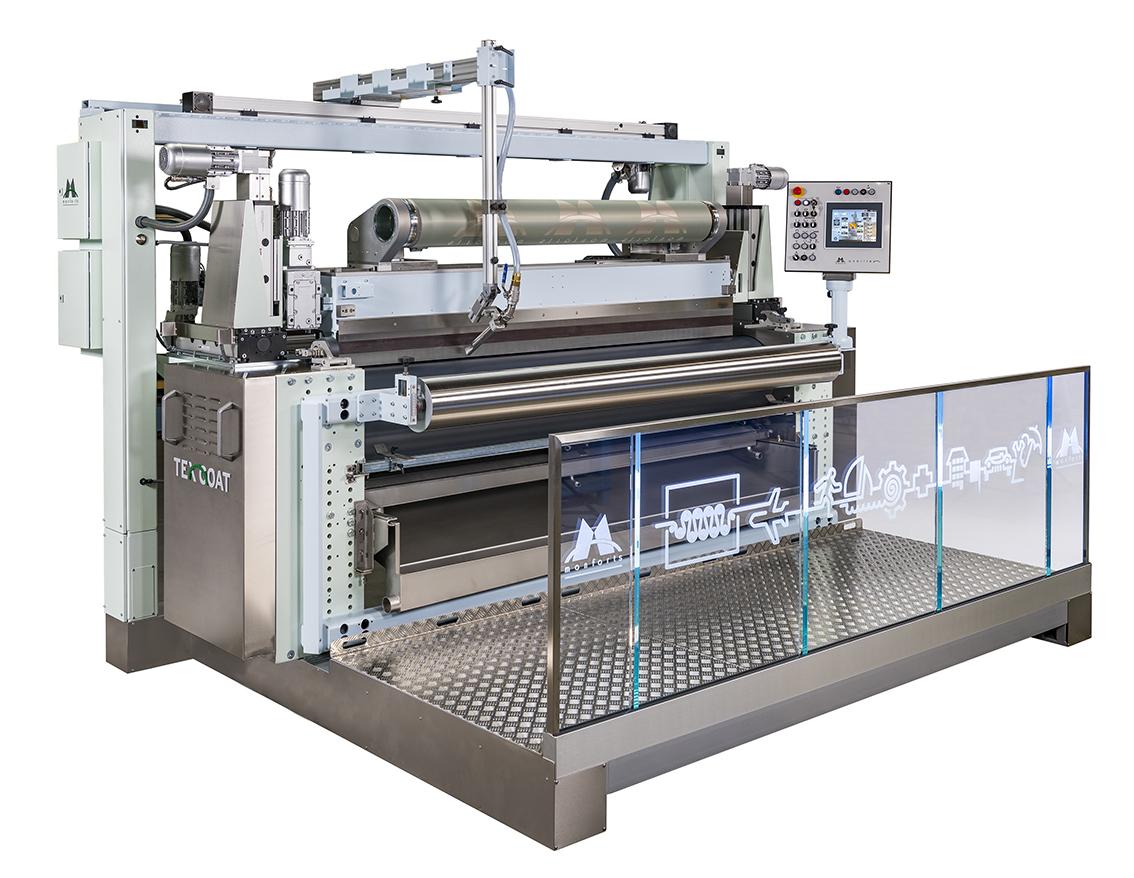
Montex®Coat
“We were also very pleased with the interest in the Montex®Coat, the latest addition to our range of technologies, which we displayed in Milan,” Croonenbroek said.
The Montex®Coat can serve a very diverse number of markets and enables full PVC coatings, pigment dyeing or minimal application surface and low penetration treatments, as well as solvent coatings. Knife coating, roller coating or screen printing can also all be accommodated with this system. It provides the ultimate in flexibility and the ability to switch quickly from one fabric run to the next, without compromising on the economical use of energy or raw materials.
Many refinements have been made to the Montex®Coat in the past few years, resulting in higher coating accuracy and the resulting quality of the treated fabrics. A number of advanced new improvements were introduced in Milan, including automatic edge limiters for immediately adapting to new coating widths and a new and simplified hand-held control device. These save considerable time in setting up the machine and ensuring consistent production.
The Montex®Coat unit displayed in Milan was sold to Vietnamese company Thai Tuan during the show.
A. Monforts Textilmaschinen GmbH & Co. KG













 receives the certificate of excellence for machine utilisation from Monforts Regional Representative Thomas Päffgen and Ahmet Ciliç CEO of Neotek, the Monforts service partner in Turkey")