Monforts presents Econtrol® at VDMA Webtalk in February
Monforts textile technologist Jonas Beisel will outline the benefits of the company’s Econtrol® continuous dyeing process during the next free-to-attend VDMA Textile Machinery Webtalk which takes place on February 3rd 2022 at 13.00 (CET).
“Our customers are increasingly looking at shorter production runs and the more economical use of dyestuffs, as well as reducing water and energy consumption,” says Beisel. “We have gained many years of experience in the optimisation of dyeing processes through working with our customers, both at their own plants and in our Advanced Technology Centre (ATC) in Mönchengladbach, Germany.
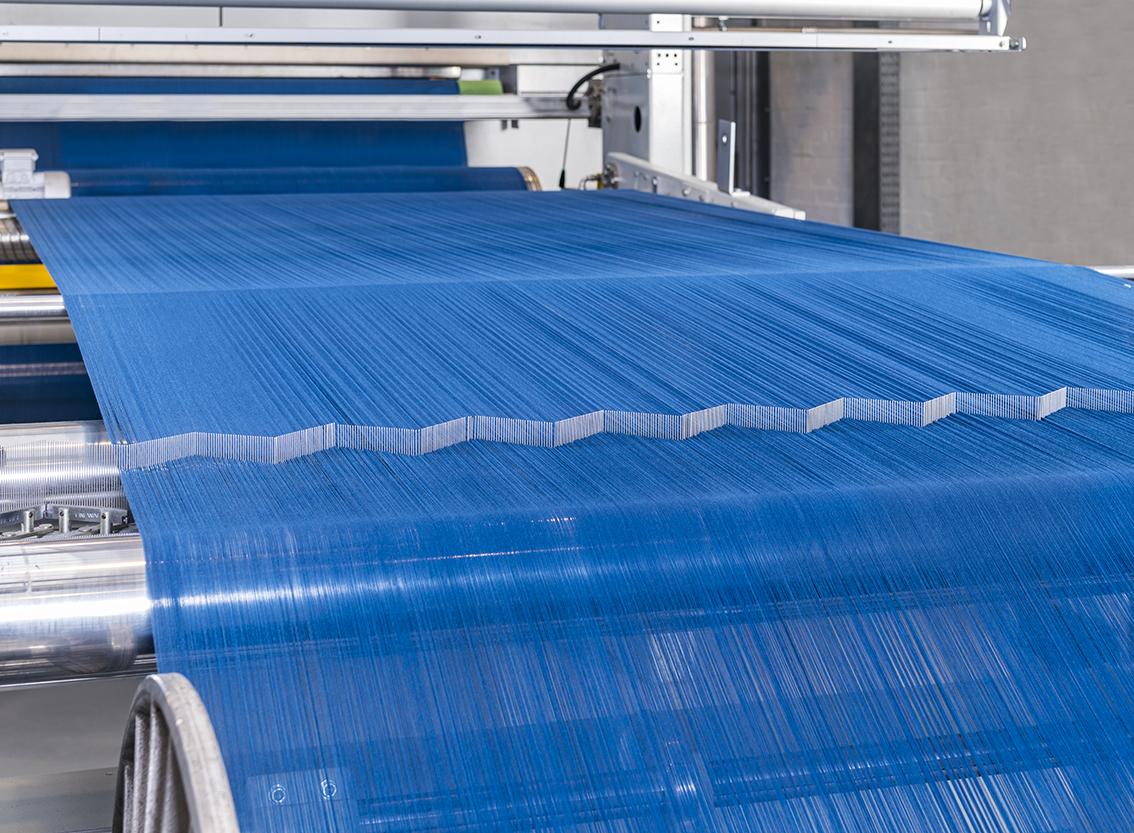
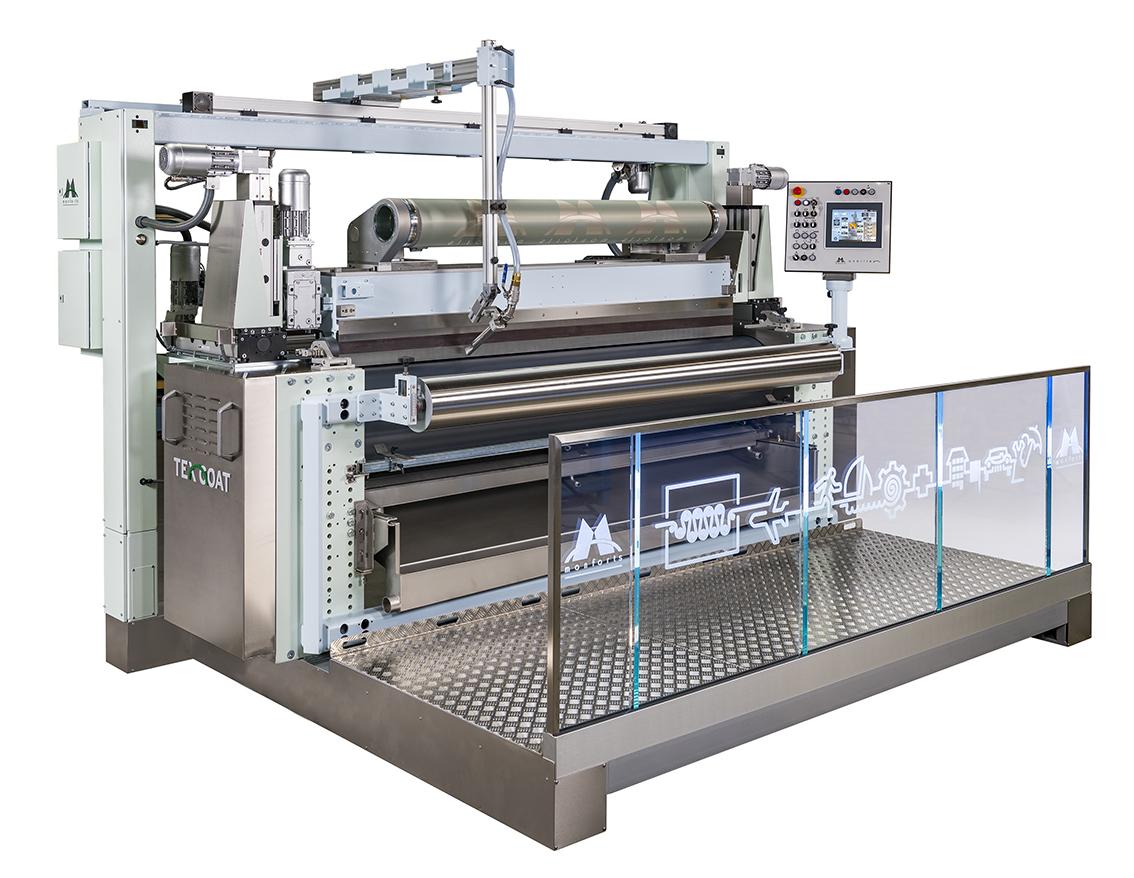
“Our Thermex universal hotflue for continuous dyeing, curing and thermosoling achieves unrivalled reliability even at high fabric speeds, for exceptional cost-effectiveness when dyeing both large and small batches of woven fabrics. The Econtrol® process for reactive dyestuffs now has an impressive number of references on the market, as a quick and economical one-pass pad-dry and wash off process. This is the ideal process for fast change technology and operational savings.”
Among key benefits are the saving of resources compared to conventional continuous dyeing methods, excellent reproducibility of pale to dark shades, from lab to bulk, and greater flexibility in production planning due to a resulting dry fabric that does not need an immediate wash off.
Econtrol® is a registered trademark of DyStar® Colours Distribution GmbH, Germany, and Bertram Seuthe of DyStar® will be providing recommendations for dyes and auxiliaries for the process during the VDMA event.
A third speaker, Guido Seiler of Fong’s Europe, will explain how Goller washing ranges help to significantly reduce the water that is conventionally wasted in the washing off process, through a combination of process and chemistry know-how and advanced technologies.


Monforts Textilmaschinen GmbH & Co. KG by AWOL Media
























 receives the certificate of excellence for machine utilisation from Monforts Regional Representative Thomas Päffgen and Ahmet Ciliç CEO of Neotek, the Monforts service partner in Turkey")